TEHNOLOGIJA OBRADE I SPAJANJA
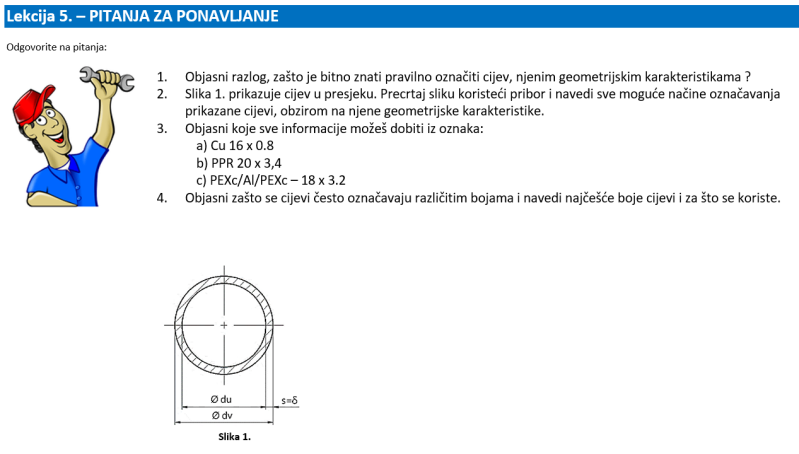
1. Uvod u predmet

Instalater kućnih instalacija izrađuje gotovo sve instalacije u stambenom objektu (kući, zgradi, poslovnom prostoru ...).
Navedeni prostori imaju potrebu za cijevnim instalacijama iz različitih materijala i za različite namjene, tu ubrajamo instalacije kao što su:
- instalacije za pitku vodu,
- instalacije za toplu potrošnu vodu (PTV),
- instalacije za centralno grijanje (podno ili radijatorsko),
- instalacije za klimatizaciju.
1.1. Instalacije i vrste instalacija

Sve kućne instalacije, osim električnih jesu zapravo cijevne instalacije. Kako bismo mogli uopće izrađivati cijevne instalacije moramo znati; što je instalacija, od čega se sve sastoji, od kakvih se materijala izrađuje te kako se instalacija povezuje (spaja) u cjelinu.
Što je cijevna instalacija ?
Cijevna instalacija je skup:
- cijevi istih ili različitih promjera,
- spojnih elemenata (spojnika) i
- priključnih elemenata
Kako dijelimo kućne cijevne instalacije ?
Instalacije dijelimo na:
- dovodnu instalaciju (kojima medij dovodimo do potrošača)
- odvodnu instalaciju (medij odvodimo od potrošača).
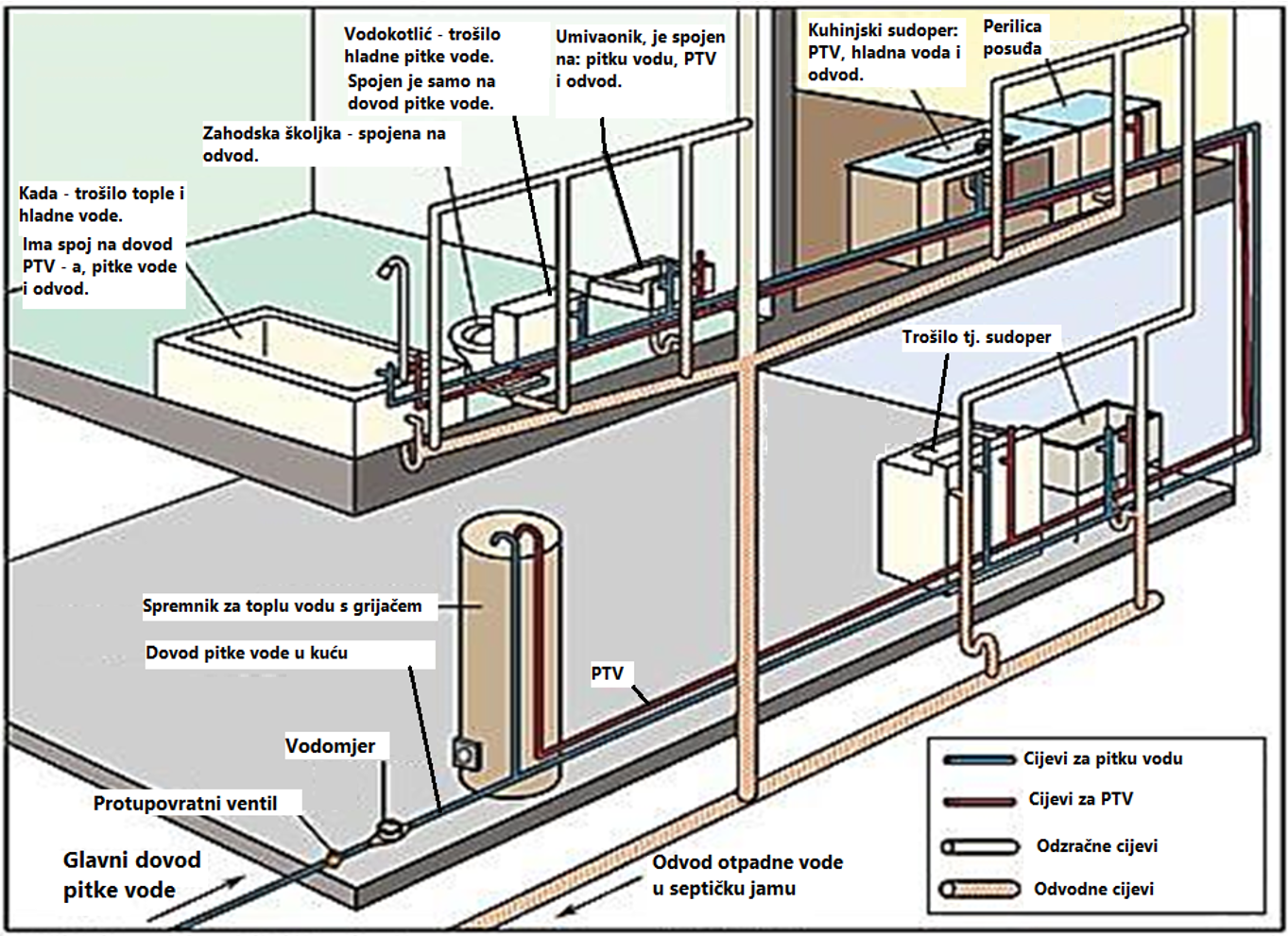
Slika ilustrativno prikazuje dovodne i odvodne kućne instalacije, kao i trošila (izljevna mjesta).
-
Pitka voda dolazi iz javne vodovodne instalacije u kuću preko nepovratnog ventila i vodomjera. Poslije vodomjera počima dovodna kućna instalacija.
-
Nakon vodomjera kućna dovodna instalacija se dijeli na dva voda (račva), gdje jedan vod pitku vodu dovodi u spremnik za zagrijavanja PTV - a, a drugi vod napaja sva trošila u kući pitkom hladnom vodom (vodovodna instalacija).
-
Dovodna instalacija tople vode počima nakon spremnika za pripremu PTV. Ovom instalacijom u kući se napajaju sva trošila toplom vodom, kojom se održava: higijena tijela, higijena rublja, higijena posuđa i higijena prostora.
- Obje instalacije dolaze do trošila u kući. Trošila su svi elementi koji nam omogućuju uporabu tople i/ili hladne pitke vode, pri čemu dolazi do stvaranja otpadne vode, koja se odvodi odvodnom kućnom instalacijom u kanalizacijski sustav.
- U kupatilu su smještena najčešće četiri osnovna trošila:
- Kada - spaja se na; - dovodnu instalaciju pitke vode PV-a, - dovodnu instalaciju PTV-a, - odvodnu instalaciju.
- Umivaonik - spaja se na; - dovodnu instalaciju pitke vode PV-a, - dovodnu instalaciju PTV-a, - odvodnu instalaciju.
- Zahodska školjka - spaja se odvodnu instalaciju, a dovod vode za ispiranje dolazi iz vodokotlića.
- Vodokotlić - spaja se na dovodnu instalaciju pitke vode (PV), kojom se ispire zahodska školjka.
Nerijetko se u kupatilu nalazi i perilica rublja ona se spaja na dovodnu instalaciju pitke vode i odvodnu instalaciju.
- U kuhinji su smještena najčešće dva osnovna trošila:
- Sudoper - spaja se na; - dovodnu instalaciju pitke vode PV-a, - dovodnu instalaciju PTV-a, - odvodnu instalaciju.
- Perilica posuđa - spaja se na; - dovodnu instalaciju pitke vode PV-a, - odvodnu instalaciju.
1.2. Cijevi

Što su cijevi ? (definicija)
Cijevi su cilindrična i na obje strane šuplja tijela koja služe za protok medija. Medij može biti: topla i hladna voda, para, plin, zrak itd.
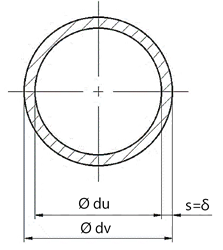
Koje su bitne geometrijske karakteristike cijevi ?

Prikaz odsječka cijevi u uzdužnom presjeku, sa osnovnim geometrijskim karakteristikama.

Geometrijske karakteristike cijevi se mogu lako odrediti prema slijedećim matematičkim izrazima:


L1
1.3. Materijali u instalacijskoj tehnici
U instalacijkoj tehnici materijale možemo podijeliti na:
- materijale za izradu cijevi,
- materijale za izradu armaturnih elemenata i točila (ventila, slavina, pipaca ...)
- materijale za brtvljenje,
- materijale za izolaciju cijevi,
- materijale za izradu sanitarne opreme
U narednim nastavnim jedinicama bavit ćemo se samo onim najbitnijim materijalima u našoj struci, a to su materijali za izradu cijevi, materijali za izradu armaturnih elemenata i točila, materijalima za brtvljenje te materijalima za izolaciju cijevi.
1.3.1. Metalni materijali za izradu cijevi
a) Crni metali
Crnim materijalima podrazumjevamo:



a) Čelik
Iz čelika se proizvode šavne i bešavne cijevi. Iz šavnih cijevi izrađuju se instalacije za toplu i hladnu vodu, a iz bešavnih cijevi se izrađuju razvodi centralnog grijanja. Čelici za šavne i bešavne cijevi moraju se dati lako oblikovati i dobro zavarivati.
Bešavne cijevi za instalacije centralnog grijanja izrašuju se valjanjem.
Šavne cijevi se izrađuju savijanjem iz lima u obliku cijevi i zavarivanjem rubova cijevi. Nakon izrade čelične šavne cijevi se pocinčavaju u svrhu zaštite od korozije. Čelične šavne cijevi za razvod tople i hladne vode spajaju se navojno, dok bešavne cijevi za razvod centralnog grijanja zavarivanjem (najčešće plinskim postupkom zavarivanja).
b) Čelični lijev
Od lijevova se najviše primjenjuje nodularni (duktilni) lijev za izradu cijevi za gradske i magistralne vodove.
2. Obojeni metali
Od obojenih metala najviše se upotrebljava bakar (Cu), a u manjoj mjeri aluminij (Al), olovo (Pb), cink (Zn), krom (Cr) i nikal (Ni). Neki obojeni metali upotrebljavaju se čisti, a drugi se nalaze u legurama.

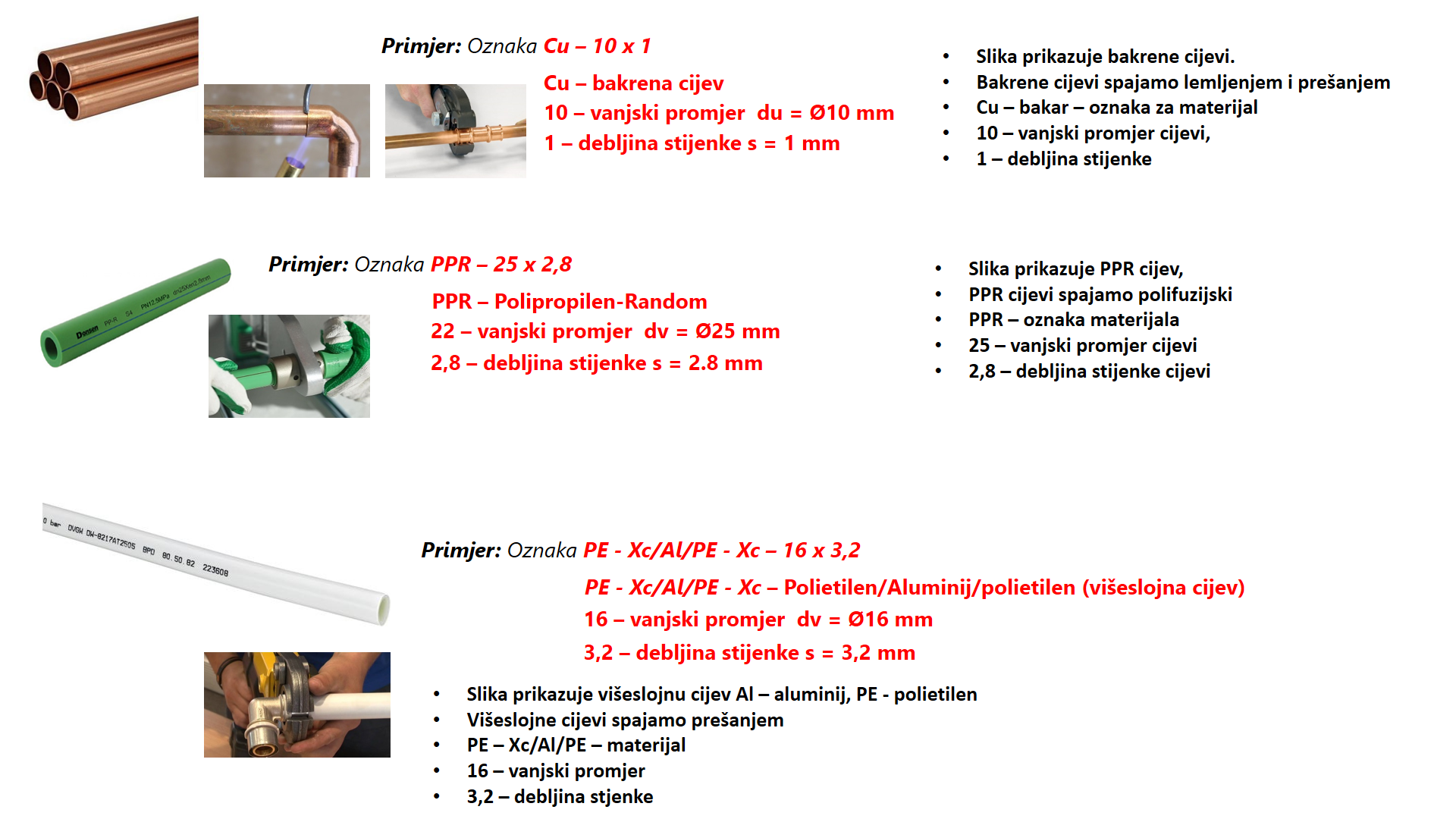
a) Bakar (Cu)
Bakrene cijevi se koriste za razvod centralnog grijanja a ponekad i za razvod tople i hladne vode. Bakrene cijevi spajaju se lemljenjem, prešanjem ili spojnicama. Legure na bazi bakra (mesing i bronca) upotrebljavaju se u izradi spojnica i točila.

b) Olovo (Pb)
Olovo se može upotrebljavati za izradu cijevi za odvod, a nikako za razvod pitke vode jer je otrovno. U novije vrijeme olovo je izbačeno iz primjene u instalaterskoj tehnici.

c) Kositar (Sn)
Kositar se upotrebljava kao dodatni materijal za lemljenje. Skup je pa se djelomično zamjenjuje olovom. Legura kositra i olova (SnPb) se primjenjuje za postupke spajanja mekim lemljenjem. Legura se označava brojem koji kaže koliko je kositra u leguri, npr. legura Sn70, u sastavu ima 70% kositra.


d) Aluminij (Al)
Aluminij se upotrebljava za izradu plašteva u izolacijskoj tehnici, i za izradu međucijevi u višeslojnim cjevima.
e) Krom (Cr) i Nikal (Ni)
Krom i nikal upotrebljavaju se kao legure za proizvodnju čelika otpornih na: koroziju, kiseline i lužine (nehrđajući čelici). Od legiranih čelika ovim metalima, proizvode se cijevi za posebne namjene.
Osim toga krom se koristi za kromiranje različitih metalnih dijelova u sanitarnoj tehnici, a nikal za niklanje točila (izljevnih armaturnih elemenata).
L2
1.3.2. Plastični materijali za izradu cijevi
Plastični materijali su iz uporabe izgurali pocinčane čelične cijevi za razvod tople i hladne vode, a također i bakrene cijevi iz instalacija centralnog grijanja. Jer plastične cijevi su manje mase, glađih površina, otporne na koroziju i imaju dulji rok trajanja te su cjenovno povoljnije.
a) Cijevi iz polipropilena
Polipropilen je plastomer niske gustoće i temperature taljenja 160 do 170°C. Zagrijan lako se oblikuje savijanjem, a nakon hlađenja zadržava novi oblik. Polipropilen ima široku primjenu korisi se za izradu namještaja, čamaca, kućišta televizora, spremnika za vodu i ulje i sl.
Polipropilen možemo podjeliti na:
1. Homopolimer PP-H
Homopolimer je čisti polipropilen rabi se za protok hladne vode.
2. Blok kopolimer PP-B
Blok kopolimer je polipropilen s određenim dodacima koji poboljšavaju savitljivost cijevi pa se rabi za izradu cijevi malih promjera za protok hladne vode i za izradu cijevi za podna grijanja.
3. Random polipropilen PP-R
Random polipropilen ima sastav koji udovoljava svim standardima za protok pitke i tople vode i za razvod centralnog grijanja. Ovaj se polipropilen u praksi najčešće susreće.

Prednosti uporabe PP-R cijevi u sanitarnoj tehnici pred čeličnim pocinčanim cijevima su slijedeće:
1. PP-R cijevi ne rđaju,
2. Na PP-R cijevima se ne talože minerali i kamenac,
3. PP-R cijevi su glatke pa su gubici specifične energije pri strujanju neznatni,
4. PP-R cijevi slabije prenose buku i zujanje u cjevovodu («tiše su») ,
5. PP-R cijevi su savitljivije , 6. PP-R cijevi dulje traju od čeličnih cijevi (vijek trajanja im je do 50 godina),
7. PP-R cijevi se jednostavno i brzo montiraju itd..
Nedostatak PP-R cijevi je veliki toplinski koeficijent izduljenja. U nekim slučajevima kao nedostatak spominje se i mala tvrdoća zbog koje se zna desiti da se pri montaži sanitarnih elemenata uslijed nepažnje cijev probuši.
Pogledajmo katalog proizvođača AQUATHERM GREEN PIPE:

b) Kompozitne cijevi
Kompozitne cijevi su sastavljene iz više slojeva različitih polimernih materijala, kako bi se kombinacijom različiti polimernih materijala poboljšala svojstva cijevi, kao npr. smanjio koeficient linearnog istezanja, povećala tvrdoća stijenke i slično. Kompozitne cijevi su prema koeficijentu linearnog toplinskog istezanja i čvrstoći slične čeličnim cjevima.

Razlikujemo dvije vrste kompozitnih cijevi:
1. Kompozitne cijevi stabilizirane mješavinom vlakana u srednjem sloju.
2. Višeslojne cijevi stabilizirane aluminijskim umetkom između dva sloja iz polipropilena (PPR) mrežastog polietilena (PE-X) ili iz bolibutena (PB). S obzirom na materijal slojeva - plastika, aluminij, plastika - ove cijevi nazivamo PAP cijevima.

L3
1.3.3. Materijali za izradu armaturnih elemenata i točila
Armaturni elementi i točila se izrađuju od: čeličnog lijeva, bakra, mesinga, bronce i umjetnih materijala.
- Pocinčane čelične cijevi se spajaju koljenima i račvama iz čeličnog lijeva u kojima se nalazi unutarnji navoj, dok inatalater na strani cijevi uz pomoć nareznice navoja narezuje vanjski navoj.
- Bakrene cijevi spajaju se bakrenim ili mesinganim koljenima ili račvama. Bakrene spojnice i cijevi se spajaju postupcima mekog lemljenja ili uprešavanjem.
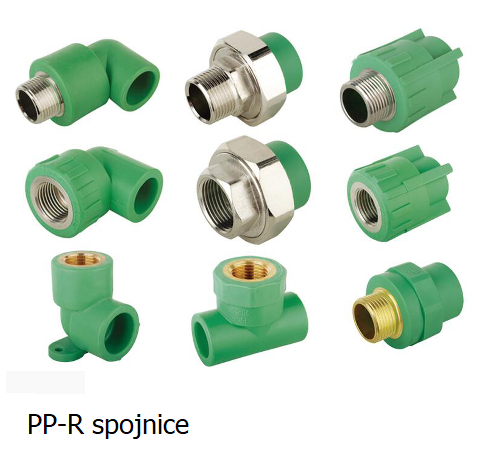
- PP-R cijevi spajaju se PPR koljenima i račvama.
- Točila, odnosno jednoručne i dvoručne mješalice izrađuju se iz mesinga ili bronce, a poluproizvodi se niklaju postupkom galavnizacije.



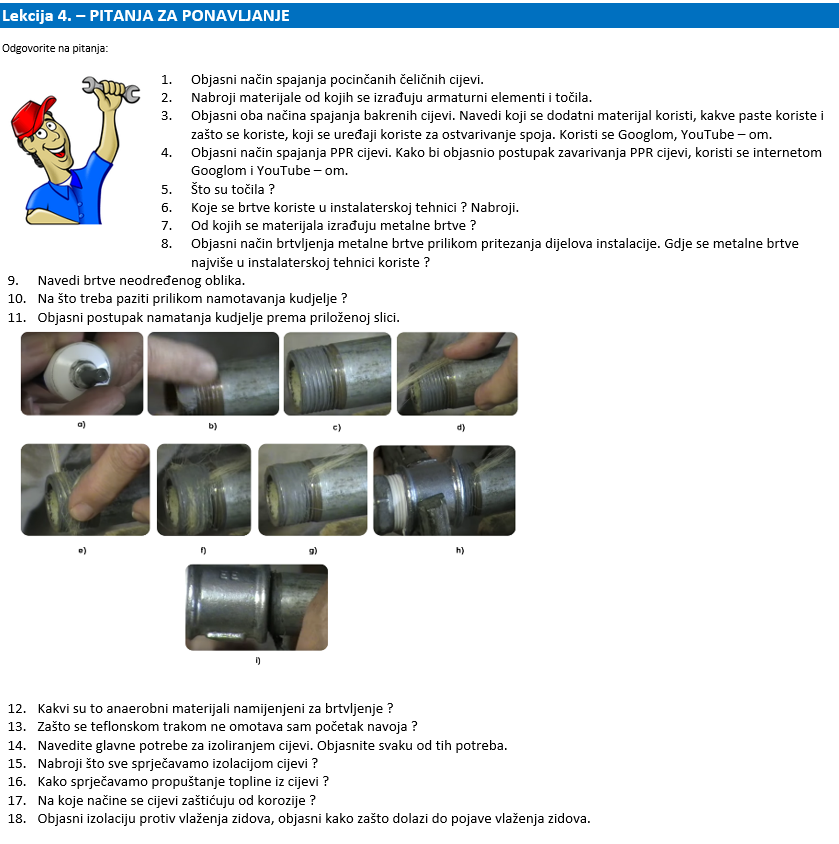
1.3.4. Materijali za brtvljenje cijevnih spojeva
Za zaštitu od propuštanja medija koriste se metalne brtve, meke brtve i brtve neodređenog oblika (kudjelja, traka, pasta ...)
Metalne brtve se izrađuju od olova i olovnih legura, bakra i bakrenih legura, čelika sivog lijeva i nikla. Metalne brtve se primjenjuju u različitim spojevima holenderskim maticama (holenderima) i u spojevima prirubnicama. Nakon pritezanja dijelova brtva se oblikuje prema obliku zračnosti među spojenim djelovima i sprječava prodor tekućine ili plina iz cijevi. Metalne brtve najviše se primjenjuju u brtvljenju spojeva plinskih vodova.




Brtve neodređenog oblika jesu vlakna konoplje (kudelja), pamučna vlakna, traka iz umjetnih materijala (teflonska traka) paste iz anaerobnih materijala (anaerobni materijali su paste i tekućine koje se skrućuju bez prisutnosti zraka).
Brtve neodređenih oblika služe za brtvljenje navojnih spojeva.

Postupak namatanja kudjelje:

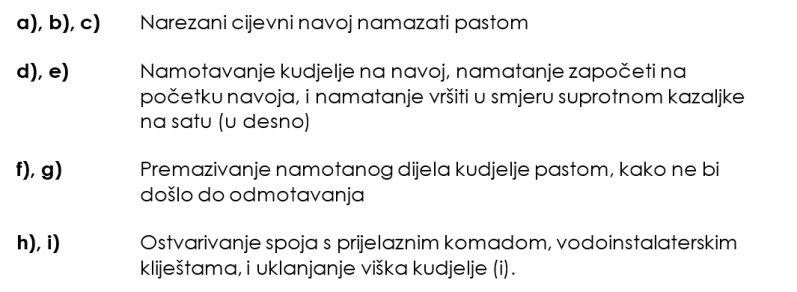
Pri namatanju kudjelje ili trake valja paziti na smjer namotavanja koji treba biti takav da se vlakna prilikom uvijanja dijelova pritežu, odnosno da ne dolazi do otpuštanja namotanog sredstva. Također prije omatanja glatkih navoja na ventilima i sličnim armaturnim elementima navoje treba ohrapaviti radi sprječavanja klizanja brtvenog sredstva.

Tvrtka Loctite proizvodi set anaerobnih materijala za brtvljenje navojnih spojeva nazivne serije 5. Za brtvljenje navojnih promjera do 2'' preporuča se Loctite 511.
Postupak namatanja teflonske trake

Potrebno je raširiti traku, paziti da se ne gužva, i početi s nametanjem u desno.


Voditi računa da traka bude stalno nategnuta, ali ne toliko da pukne uslijed namotavanja.
Nakon 6 – 8 omotavanja, traku je potrebno jednostavno otkinuti.
Trakom se ne namotava sami početak navoja i to iz dva razloga;
1. Kako bi muški navoj sjeo lakše u ženski,
2. Kako teflonska traka ne bi smetala protoku tekućine

Ostvarivanje navojnog spoja holenderske matice i armature u ovakvim slučajevima gdje se radi o kromiranoj ukrasnoj armaturi, spojevi se često ostvaruju šesterokutnim „inbus“ klučevima.
1.3.5. Materijali za izolaciju cijevi
Cijevi se izoliraju kako bismo spriječili: propuštanje topline, nastanak korozije i vlaženje zidova.
a) Protiv propuštanja topline (toplinska izolacija) cijevi se izoliraju filcem ili pjenastim polietilenom.

b) Protiv korozije cijevi se izoliraju pocinčavanjem, bojanjem bitumenskim uljanim bojama ili bitumeniziranim trakama.



c) Izolacija protiv vlaženja zidova zapravo je toplinska izolacija.
Vlaženje (znojenje) cijevi nastaje zbog razlike u temperaturi cijevi i okolnog zraka. U toplom zraku ima puno vodene pare, koja u dodiru s hladnom cijevi na vanjskoj površini cijevi stvara kondenzat. Ovu pojavu nazivamo "znojenjem cijevi", i ne može se spriječiti, ali se može znatno ublažiti kvalitetnom izolacijom, te na taj način spriječiti pojavu vlaženja zidova.
L4
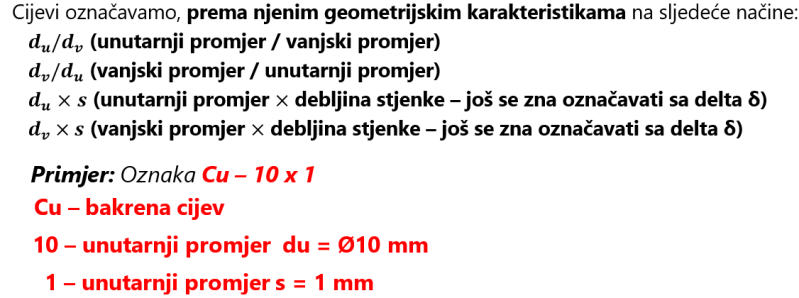
1.4. Označavanje cijevi
Cijevi je bitno znati označavati, prema njihovim geometrijskim karakteristikama (obzirom na promjer i debljinu cijevi), kako biste danas – sutra znali naručiti materijal, znali napisati upit za ponudu itd.
Kako označavamo cijevi obzirom na njihove geometrijske karakteristike ?
Označavanje cijevi bojama
Zašto se cijevi označavaju bojama ?

Cijevi su često označene bojom, naručito cijevi iz polimernih materijala, kako bismo lako prepoznali medij (plin, voda, vrela voda, para, kiselina, zrak, katran ...), koji se nalazi u cijevima.
Ovakvo označavanje cijevi koristi se u kotlovnicama ili toplinskim stanicama (gdje ima veliki broj cijevi s različitim vrstama medija), radi lakšeg snalaženja servisera, te kako bi se spriječili događaji poput nehotičnog stavljanja ruke na cijev kroz koju prolazi para ili vrela voda.
Primjeri označavanja cijevi, njihova namjena i način spajanja na cijevnu mrežu:
L5
1.5. Međunarodni sustav mjernih jedinica (SI) sustav

Međunarodni sustav mjernih jedinica -> skraćeno SI prema francuskom nazivu Système International d'Unités
Jedinice Međunarodnog sustava (jedinice SI) se dijele na:
- osnovne jedinice SI
- izvedene jedinice SI
a) Osnovnih sedam mjernih jedinica SI sustva su:
1. Duljina (l, m) - duljina se mjeri u metrima:
Duljina (oznaka l) je osnovna fizikalna veličina kojom se opisuje prostorna udaljenost dviju točaka.
2. Masa (m, kg) - masa se mjeri u kilogramima:
Masa je osobina nekog tijela. U svakodnevnom životu često se zamjenjuje sa težinom što je neispravno jer su to dvije različite fizikalne veličine. Masa je apsolutna dok težina zavisi od gravitacije; masa se mjeri vagom, a težina dinamometrom; masa se izražava u kilogramima [kg], a težina u njutnima [N].
3. Vrijeme (t, s) - vrijeme se mjeri u sekundama:
Vrijeme, u fizici, je temeljna fizikalna veličina koja obilježava trajanje zbivanja ili razmak između dvaju događaja.
4. Jakost električne struje (I, A) - jakost struje se mjeri u amperima:
Električna struja je gibanje slobodnih elektrona, to jest negativno nabijenih čestica. Jakost struje (I, A) je količina elektriciteta koja prostruji u jedinici vremena na promatranom mjestu vodiča.
5. Termodinamička temperatura (T, K) - termodinamička temperatura se mjeri u stupnjevima kelvinima:
Kelvin (simbol K) je SI jedinica za temperaturu, a definira se kao 1/273,16 dio termodinamičke temperature trojne točke vode.
Trojna točka vode je stanje u kojem voda egzistira u sva ti agregatna stanja (krutom – led, plinovitom – para i tekućem), voda će se naći u ovom stanju pri određenoj temperaturi i tlaku (0,01 °C pri tlaku 611,657 Pa).
6. Količina tvari (mol, mol) - količinu tvari mjerimo u molima:
Količina tvari (množina tvari) (znak n), bezdimenzionalna veličina definirana omjerom mase cjeline (m) i mase jedinke (mol).
7. Svjetlosna jakost (Is, cd) - jakost svjetlosti se mjeri u kandelama:
Svjetlosna jakost je snaga elektromagnetskog zračenja točkastog izvora u području frekvencija vidljive svjetlosti.
L6
b) Važnije izvedene mjerne jedinice SI sustava:
1. Površina (A, m2)
Površina je fizikalna veličina koja opisuje mjeru dijela neke plohe. Mjerna je jedinica površine ili ploštine je kvadratni ili četvorni metar (m2)
- Površina kvadrata:
Površinu kvadarata računamo:

- Površina pravokutnika:

Površinu kvadarata računamo:

- Površina kruga:

Površinu kruga računamo:

Zadatci, izračun površine:
2. Obujam ili zapremina (V, m3)
Volumen, obujam ili zapremina je prostor koji ispunjava neka kruta tvar ili tekućina. Volumen je jednak umnošku površine i visine:
Volumen kvadratne prizme:

Volumen prikazane prizme ćemo dobiti ako pomnožimo površinu baze prizme (A = a∙b), sa visinom prizme (h):
V = A · h = a · b · h … m3
Gdje je:
a - širina prizme (m)
b - duljina osnovice prizme (m)
h - visina prizme (m)
A - površina osnovice prizme (m2)
Volumen valjka:

Volumen valjka iznosi:

Gdje je:
d - promjer osnovice valjka (m) [ d=2r, r = d/2 - polumjer ili radius kruga]
π (pi) ≈ 3,14 - omjer opsega kruga i promjera kruga
h - visina valjka (m)
Volumen se osim u metrima kubnim (m3), može izraziti i u litrama (L). Ovdje vrijedi odnos:
- u jednjedan metar kubni prostora može stati 1000 litara vode 1m3 = 1000 L (1dm3 = 1 L)
L7
3. Sila (F, N) i težina (G, N)
Sila je uzrok gibanja ili promjene oblika tijela, a jednaka je umnošku mase tijela i ubrzanja:
F = m · a … [kg · m/s2 = N]
Težina je sila koja djeluje na tijelo u gravitacijskom polju.
G = m · g … [kg · m/s2 = N]
Gdje je:
m - masa tijela (kg)
a - ubrzanje (m/s2)
g - gravitacija, na Zemlji je g = 9,81 m/s2
4. Rad (W, J)
Rad se definira kao djelovanje sile na nekom putu:
W = F · s … [Nm = J]
Gdje je:
s - prijeđeni put (m)
F - sila (N)
5. Snaga (P, W)
Snaga je obavljen rad u jedinici vremena:

Gdje je:
W - rad (J)
t - vrijeme (s)
L8
6. Tlak (p, Pa)
Tlak je fizikalna veličina (znak p) koja opisuje djelovanje sile na površinu (pritisak), određena omjerom sile F, koja djeluje okomito na površinu ploštine A, dakle:

Gdje je:
F - sila (N)
A - površina na koju sila djeluje okomito (m2)
7. Temperature (t,°C)
Celzijeva temperatura t definira se kao razlika dviju termodinamičkih temperatura T i T0:
t = T – T0 gdje je: T0 = 273,15 kelvina.
8. Volumni protok (qv, m3/s)
Kubni metar u sekundi je mjerna jedinica za volumni protok. Najčešće se koristi za mjerenje volumnog protoka vode (koliko vode protječe kroz poprečni presjek cijevi).
qv = A · v … [m2 · m/s= m3/s] - u literaturi se oznaka za volumni protok ili količiinu protoka može naći i oznaka Q !
Gdje je:
A - poprečni presjek kanala ili cijevi kroz koju voda protječe (m2). Ako je riječ o cijevi, onda je to unutarnji promjer cijevi A = (du2 · π)/4.
v - je brzina strujanja vode kroz poprečni presjek kanala ili cijevi (m/s)
9. Hidrostatski tlak (p,Pa)
Hidrostatski tlak je tlak tekućine u posudi u stanju mirovanja.
Hidrostatski tlak računamo prema izrazu:
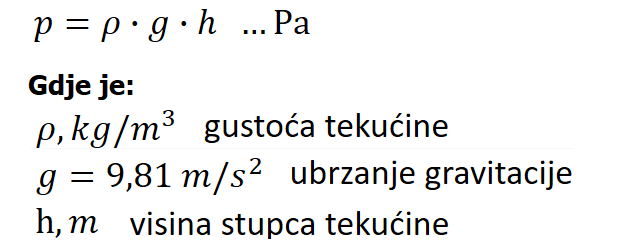
Gustoća vode pri 0 °C i atmosferskom tlaku p=101 325 Pa, iznosi približno 1000 kg/m3.
L9
Jedinične mjere koje se u praks koriste, a nisu dio međunarodnog SI sustava:
U instalaterskoj struci, često se susrećemo s mjernim jedinicama koje nisu u sklopu SI sustava mjernih jedinica, kao npr.:
Tlak se osim u barima (bar) i paskalima (Pa), često izražava u metrima vodenog stupca (mm H₂O) ili milimetrima živinog stupca (mm Hg).

Pretvaranje cola (inča) u milimetre i standardni promjeri cijevi:
Standardni promjeri cijevi u colima i milimetrima:

Širina unutarnjeg ili vanjskog promjera cijevi, se u instalaterskoj struci često izražava u colima, pa je važno znati pretvarati cole u milimetre:
1" = 25,4 mm
Primjeri pretvaranja cola u milimetre:

L10
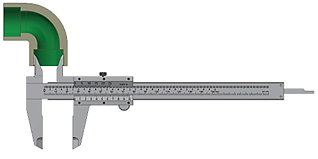
1.6. Mjerenje pomičnim mjerilom
Osnovni dijelovi pomičnog mjerila

Način mjerenja, unutarnjih mjera, vanjskih mjera i dubine
1. Mjerenje unutarnje mjere:
2. Mjerenje vanjske mjere:
3. Mjerenje dubine:

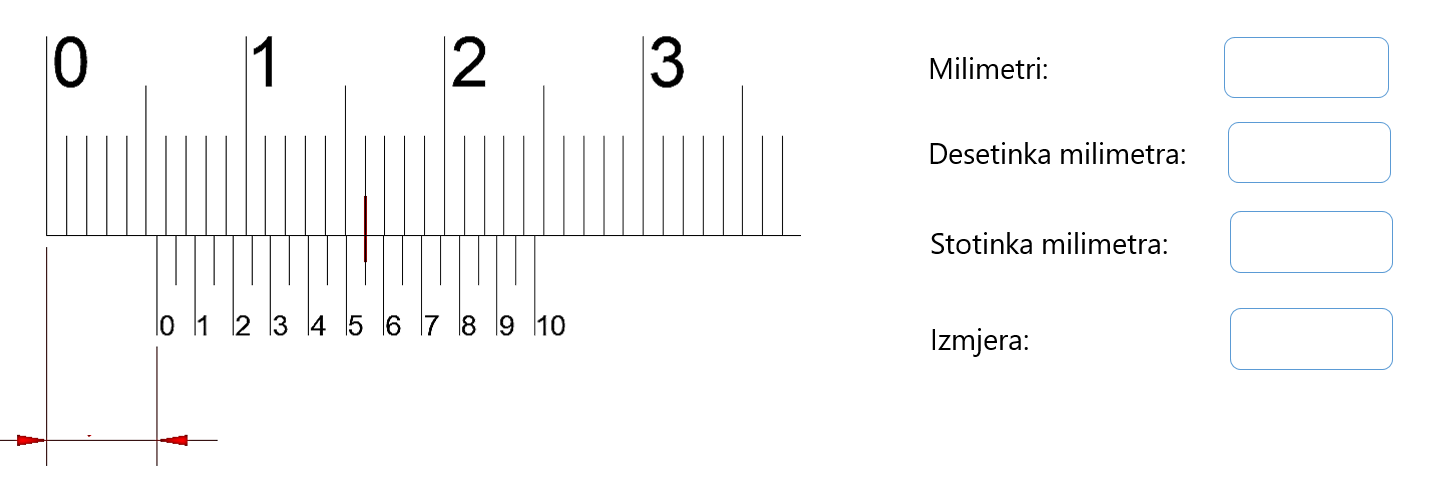
Očitavanje mjera sa izmjerenog objekta
Klasična pomična mjerila mogu imati jednu od tri rezolucije očitanja (0,1 mm; 0,05 mm ili 0,02 mm), s obzirom na podjelu skale na klizaču mjerila. Na slikama su prikazana su pomična mjerila s različitim rezolucijama očitanja.
Pomično mjerilo s rezolucijom očitanja 0.1 mm
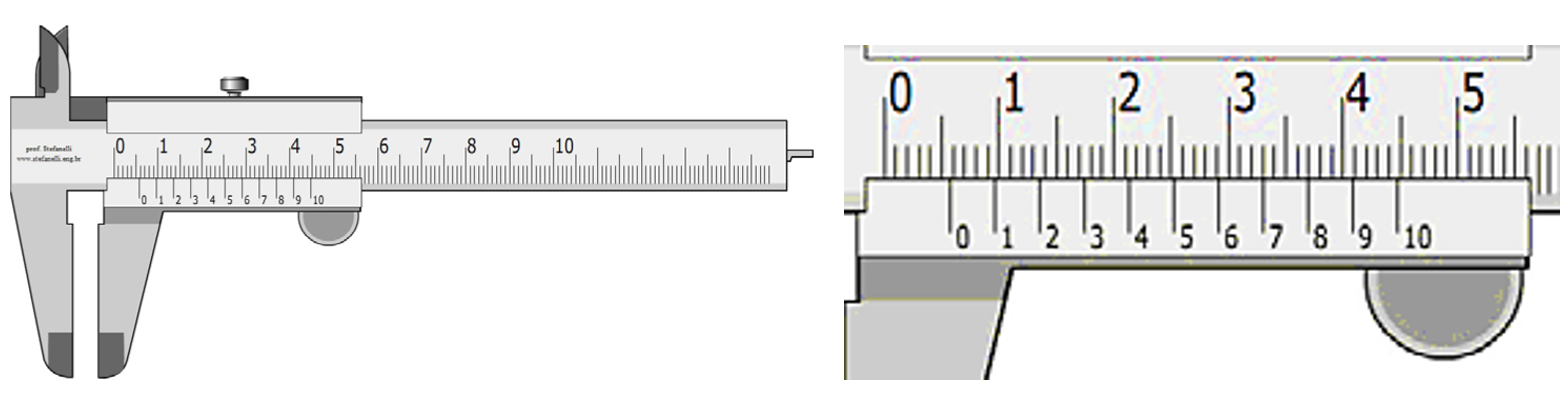
Očitajmo mjeru:
5 mm + 0.8 mm = 5.8 mm
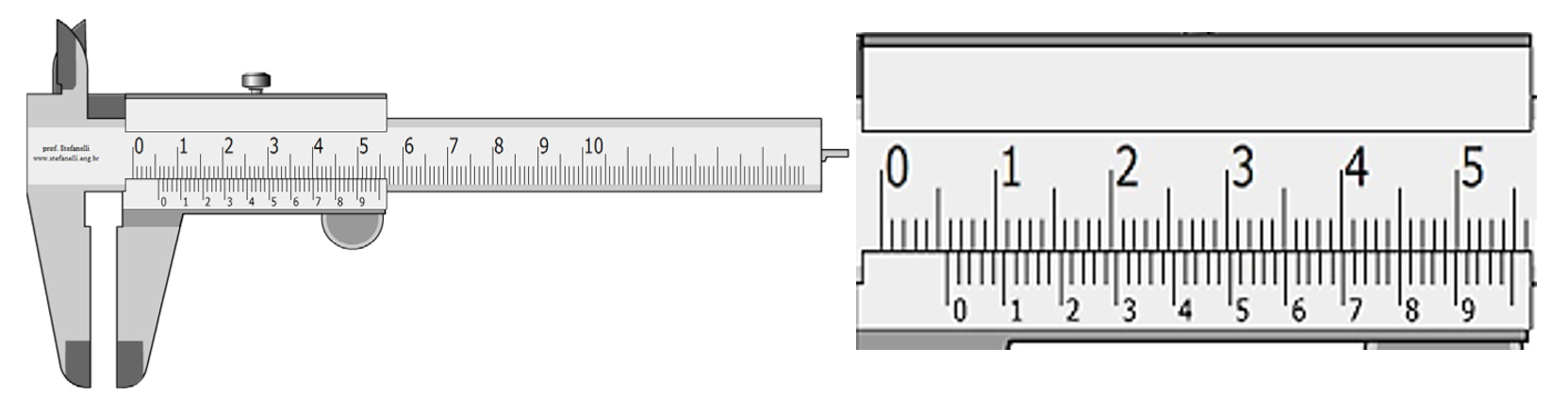
Pomično mjerilo s rezolucijom očitanja 0.05 mm

Očitajmo mjeru:
5 mm + 0.85 mm = 5.85 mm
Pomično mjerilo s rezolucijom očitanja 0.025 mm
Očitajmo mjeru:
5 mm + 0.825 mm = 5.825 mm
VJEŽBA: Očitavanje izmjerene veličine, pomičnim mjerilom
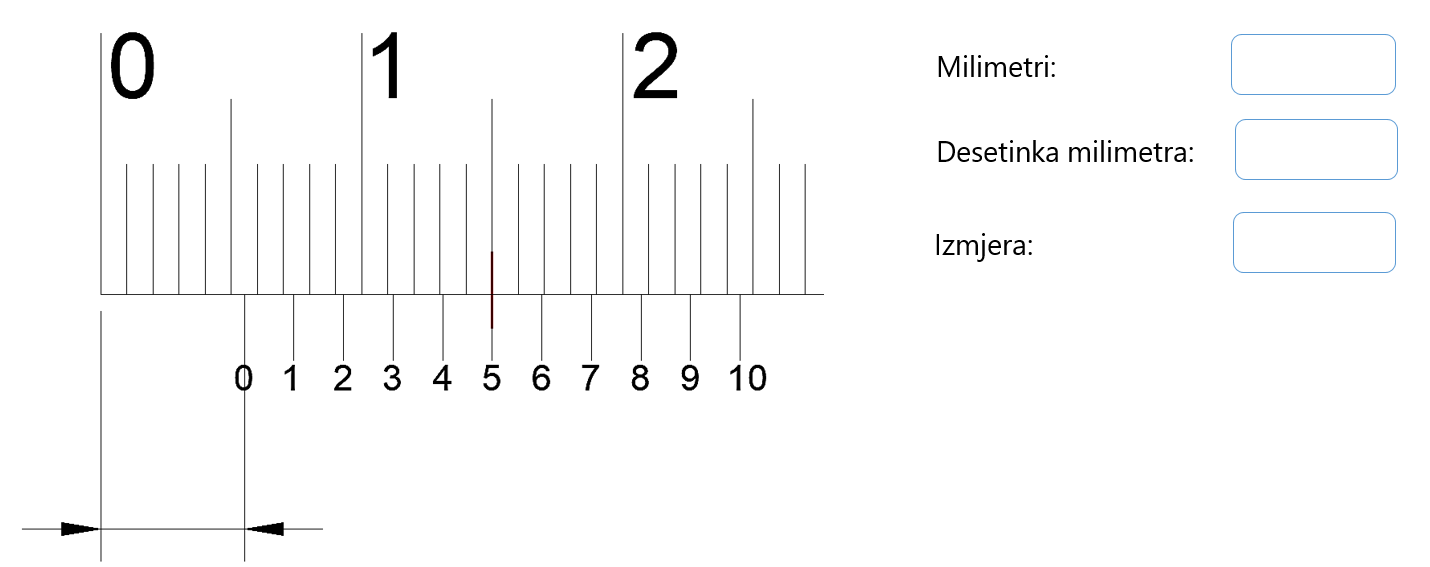
1. Očitajte izmjerenu veličinu pomičnim mjerilom rezolucije 0,1 mm:
2. Očitajte izmjerenu veličinu pomičnim mjerilom rezolucije 0,05 mm:
3. Očitajte izmjerenu veličinu pomičnim mjerilom rezolucije 0,02 mm:

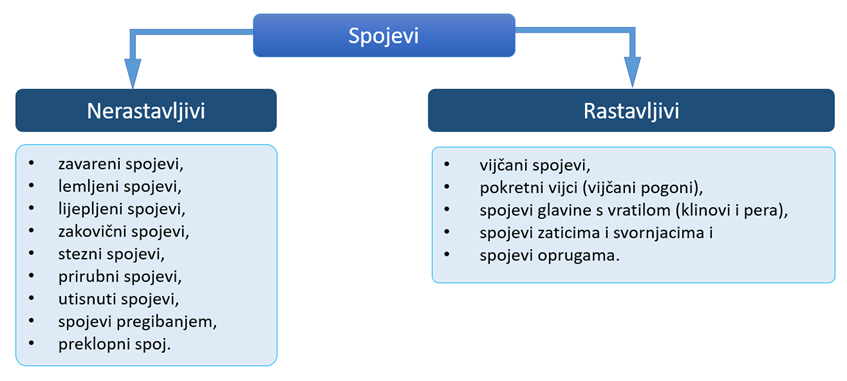
2. Spojevi
Općenito spojeve možemo podijeliti na nerastavljive i rastavljive.
- Nerastavljivi spojevi su spojevi koje ne možemo rastaviti bez da oštetimo površine koje su bile u spoju.
- Rastavljivi spojevi su spojevi koje je moguće rastaviti, tako da površine spoja ne budu oštećene. Elemente koji su u spojeni rastavljivim vezama, moguće je spojiti i rastaviti beskonačno mnogo puta.

U instalaterskoj tehnici, od nerastavljivih spojeva najčešće se upotrebljavaju:
- za spajanje čeličnih cijevi i konstrukcija (čelične bešavne i šavne cijevi):
- ručno elektrolučno zavarivanje
- plinsko zavarivanje.
- za spajanje polipropilenskih (PPR) cijevi:
- polifuzijsko zavarivanje,
- zavarivanje elektrofuzijskim spojnicama.
- za spajanje bakrenih cijevi:
- postupci mekog do 450 °C, i tvrdog na temperaturama većim od 450 °C,
- pritisni (press) postupci.
- za spajanje višeslojnih cijevi:
- pritisni (press) postupci spajanja,
- postupci navlačenjem – pomicanjem prstenova.
- za spajanje polivinilkloridnih PVC cijevi:
- postupci lijepljenjem.
2.1. Zavarivanje

Ručni elektrolučni postupak, s obloženom elektrodom.

Ručni elektrolučni postupak, s netaljivom elektrodom TIG – postupak.

Ručni elektrolučni postupak, s automatskom dobavom dodatnog materijala, u zaštitnoj atmosferi inertnog plina MIG postupak.

Plinsko zavarivanje acetilen – kisik.
Zavarivanje je spajanje istovrsnih materijala pri kojem se materijal, djelovanjem topline dovodi u gnjecasto ili rastaljeno stanje uz dodavanje dodatnog materijala. Zavarene konstrukcije se izrađuju jednostavno, brzo i jeftino.
Zavarivanje možemo podijeliti na:
A) Zavarivanje taljenjem
Pri zavarivanju taljenjem bridovi predmeta se dovode u stanje rastaljenosti, poslije čega slijedi očvršćivanje, pri čemu se može i ne mora dovoditi metal za dodavanje.
Taljenje metala se postiže pomoću topline razvijene iz plamena koji nastaje pri izgaranju plina u prisustvu kisika, ili topline nastale iz električnog luka.
Postupke zavarivanja taljenjem možemo podijeliti na:
- elektrolučno zavarivanje (REL, TIG, MIG – MAG …)
- plinsko zavarivanje (acetilen – kisik)
- zavarivanje pod elektroprovodivom troskom,
- aluminotermijsko zavarivanje,
- zavarivanje elektronskim mlazom,
- zavarivanje ultrazvukom,
- zavarivanje laserom.
B) Zavarivanje pritiskom
Pri zavarivanju pritiskom predmeti se spajaju pod djelovanjem mehaničkog pritiska, koji mora biti kombiniran s toplinom kako bi se predmeti koje spajamo doveli u gnjecasto stanje. Spajanje se izvodi bez dodavanja dodatnog metala. Zagrijavanje predmeta se izvodi plamenom, el. otporom, iskrenjem itd…
Postupke zavarivanja pritiskom možemo podijeliti na:
- kovačko zavarivanje
- elektrootporno zavarivanje
2.1.1. Elektrolučno zavarivanje
Uvod
U ovom dijelu govorit ćemo:
- definirati elektrolučno zavarivanje,
- koji je zadatak uređaja za elektorlučno zavarivanja, i koje vrste uređaja se koriste,
- koje se elektrode koriste za elektrolučno zavarivanje,
- kakavutjecaj ima prodor kisika i dušika u talinu prilikom zavarivanja,
- što je troska, kako nastaje i koja joj je funkcija,
- koje su osnovne tri funkcije obloge elektrode i koje vrste obloga postoje

Električni luk.
Elektrolučno zavarivanje je postupak zavarivanja taljenjem, kod kojeg se za taljenje metala koristi visoka temperatura, razvijena iz električnog luka. Električni luk nastaje između metalne elektrode i metala koji se zavaruje.
Zadatak uređaja za elektrolučno zavarivanje je smanjiti napon gradske mreže (220 V) u napon potreban za zavarivanje (15 – 50 V) i povećati jakost struje gradske mreže sa (15 A) na jakost struje zavarivanja (60 A – 300 A).
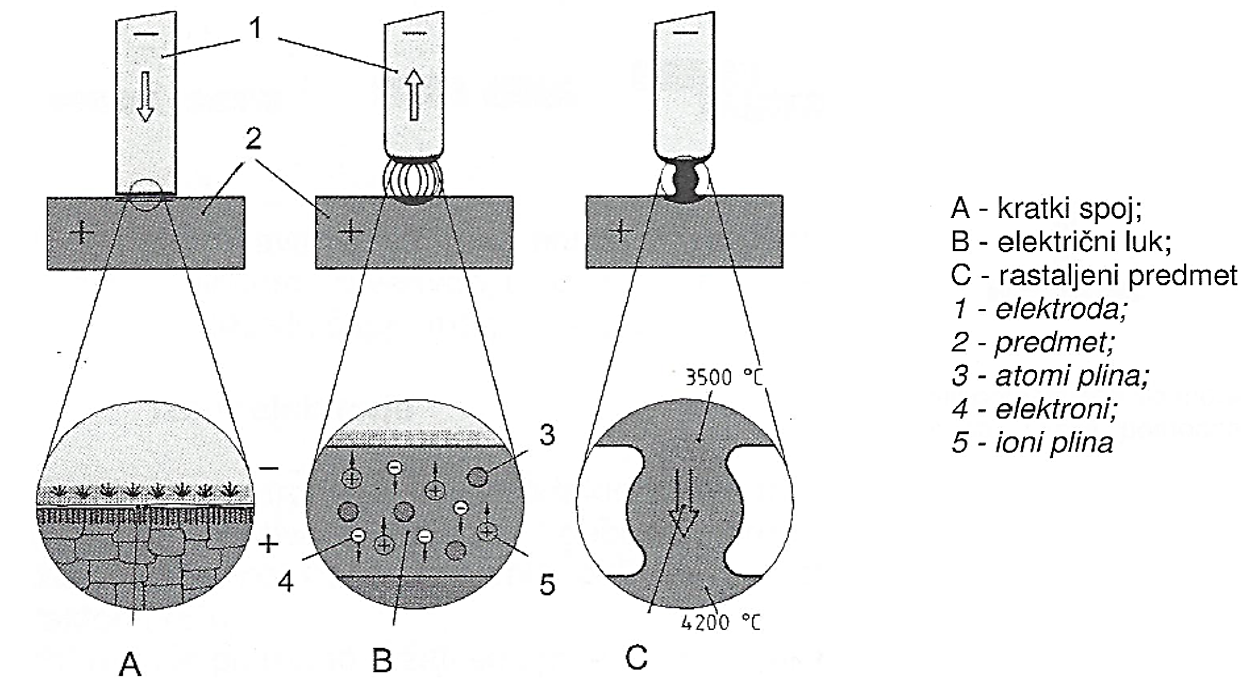
Nastajanje električnog luka

Temperature kod razvijanja električnog luka
Između radnog predmeta koji je spojen na osnovni materijal uz pomoć stezača i elektrode, dolazi do stvaranja električnog luka koji razvija visoke temperature, čime dolazi do taljenja elektrode i formiranja zavara.
Temperature se kreću od 5000 do 6000 °C, i to na strani elektrode do 3500 °C, a na strani predmeta koji zavarujemo oko 4000 °C.
Izvori električne struje za zavarivanje

Agregat

Agregati pretvaraju izmjeničnu struju (220V ili 380V), proizvedenu motorom sa nutrašnjim izgaranjem, pretvaraju u istosmjernu struju zavarivanja.

Ispravljači (trofazna struja u istosmjernu)

Ispravljači pretvaraju trofaznu struju u istosmjernu.

Transformatori

Transformatori smanjuju napon gradske mreže, a povećavaju jakost struje gradske mreže.

Inverteri
Inverteri – izmjenjivači popularne jedinice i kod profesionalaca i kod hobi primjenu zbog male mase, kompaktne veličine, visoke kvalitete zavarivanja i razumne cijene.
Elektrode
Vrste elektroda:





Troska
Troska nastaje taljenjem obloge elektrode, ona je lakša od rastaljenog metala te isplivava na površinu i pokriva zavar, što zapravo štiti zavar od utjecaja kisika (O) i dušika (N), koji imaju loš utjecaj na svojstva zavara.
- Kisik – uzrokuje nečistoće u zavaru, u obliku oksidnih uključaka.
- Dušik – ima loš utjecaj na zavar jer ga čini krhkim.
Troska se nakon zavarivanja odstranjuje mehanički prvo zavarivačkim čekićem, a zatim metalnom žičanom četkom. Pri čišćenju troske, neophodno je koristiti zaštitnu masku s prozirnim staklom ili zaštitne naočale.
Osnovne funkcije obloge elektrode i svojstva
Obloga elektrode ima tri osnovne funkcije:
❶ Električna funkcija – važna jer utječe na stabilnost el. luka,
❷ Fizikalna funkcija – utječe na zaštitu taline od zraka (plinovi štite talinu),
❸ Metalurška funkcija – u oblozi se nalaze komponente koje vrše legiranje metala zavara te utječu na deoksidaciju taline.
Postoje tri vrste obloga: bazična, rutilna i kisela, čija su svojstva navedena u tablici.

Oprema za elektrolučno zavarivanja
1. Uređaj za zavarivanje i pribor uređaja za zavarivanje:

Držača elektrode (3)
Moraju osigurati dobro stezanje elektrode i imati dobru električnu izolaciju.
Električnih kabela (2)
Postoje dva kabela, jedan spaja (+) pol aparata za zavarivanje s držačem elektrode, a drugi spaja (-) pol aparata za zavarivanje i predmet koji zavarujemo preko stezača za masu.
Stezača mase (5)
Stezači za masu mogu biti izravno spojeni na radni predmet ili za metalni stol na kojem se radni predmet nalazi. Uglavnom se izrađuju iz bronce, a stezanje se izvodi pomoću vijka ili opruge.
2. Radni prostor za zavarivanje:

Radni prostor za zavarivanje
Zavarivanje treba izvoditi na predviđenom mjestu koje je ograđeno da se ostale osobe zaštite od štetnih zračenja.4
Svaki radni prostor, uz sebe mora sadržavati slijedeći pribor:
1. Čekići za obijanje troske
Obično se izrađuje od metala, tako da im je jedan kraj šiljast, a drugi ima oblik sjekača. Troska se odstranjuje udarcima, jednom ili drugom stanom čekića.
2. Metalne žičane četke
Njima se čisti zavar nakon obijanja troske.
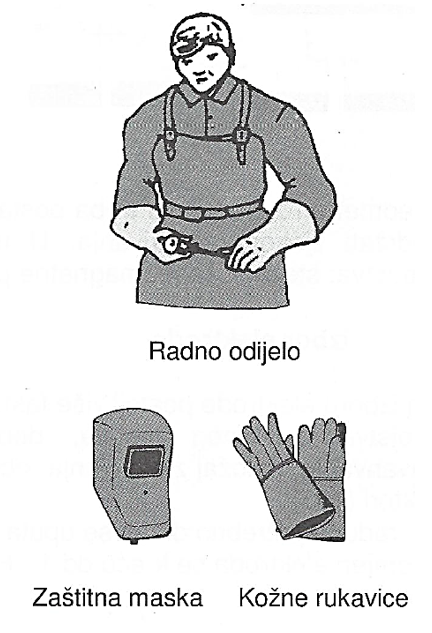
3. Propisana osobna zaštitna sredstva za elektrolučno zavarivanje:
- za zaštitu tijela: radno odijelo i kožna pregača,
- za zaštitu lica: zaštitna maska
- za zaštitu ruku: kožne rukavice,
- za zaštitu nogu: zaštitne cipele s čeličnom kapicom
Preuzmi prezentaciju na svoje računalo:
Preuzmi predavanje u PDF - u:
2.1.2. Izvođenje REL postupka zavarivanja
REL = ručni elektrolučni postupak zavarivanja
Redosljed radnih operacija
Izradom redoslijed radnih operacija vrši se planiranje izrade nekog proizvoda. Svaka radna operacija sadrži niz radnih zahvata. U radnim zahvatima se definira priprema materijala, alata i pribora potrebnih za izradu jednog djela ili kompletnog proizvoda (ovisno o tome koliko je proizvod kompleksan).
Radne operacije za izradu metalne konstrukcije, moguće je razviti na sljedeći način:
Izvori opasnosti kod elektrolučnog zavarivanja
Prije početka izvođenja radnih operacija, potrebno je poznavati sve izvore opasnosti, kako bismo mogli provesti adekvatne mjere opreza pri rukovanjem alatom, priborom i materijalom.


Pri ručnom elektrolučnom zavarivanju, glavni izvor opasnosti je udar električne struje, kako na zavarivačkoj strani, tako i na mrežnoj strani.



Pri ručnom elektrolučnom zavarivanju, postoje opasnosti i od opeklina prilikom prskanja rastaljenog metala ili dodira s ugrijanim predmetom kao i zračenja ultraljubičastih zraka, plinova i para.
Mjere opreza na radu
1. Zaštita od električnog udara:
- Uređaj za zavarivanje staviti na ravnu, suhu, čistu podlogu i elektro-otpornu podlogu (drvene, keramičke ili plastične podloge).
- Uređaj smije biti priključen u električnu mrežu samo u trenutku kada vršimo uspostavu i održavanje električnog luka.
- Električna utičnica na sebi ne smije imati vidljiva oštećenja na sebi kao i električni kabel i utikač.
- Na nogama poželjno je imati radne cipele sa dobro izoliranim đonovima i čeličnom zaštitnom kapom.
2. Zaštita od opeklina i zaštita očiju:
Prije priključenja uređaja u električnu mrežu i paljenja na glavnoj sklopki uređaja potrebno je obući svu zaštitnu opremu, :
- kožne zaštitne rukavice (umanjuju opasnost od opeklina ruku),
- radno odijelo,
- kožnu zaštitnu pregaču,
- masku s zaštitnim staklom (zaštitnu masku obući prije uspostave el. luka !)
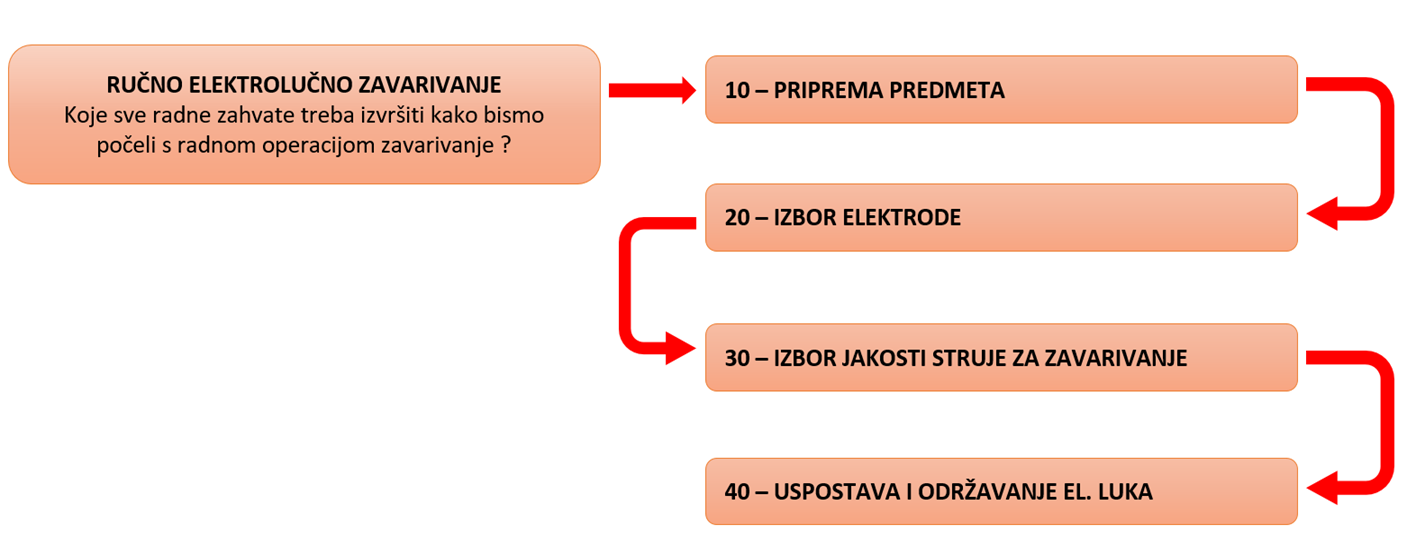
Razrada redosljeda radnih zahvata unutar radne operacije zavarivanje:
10 - PRIPREMA MATERIJALA
11 - Obrada bridova predmeta koji zavarujemo (Što radim ? | Kako radim ? | Zašto radim ?)
12 - Čišćenje spojnih površina (Što radim ? | Kako radim ? | Zašto radim ?)
13 - Pozicioniranje (Što radim ? | Kako radim ? | Zašto radim ?)
20 - IZBOR ELEKTRODE (Što radim ? | Kako radim ? | Zašto radim ?)
30 - IZBOR STRUJE ZAVARIVANJA (Što radim ? | Kako radim ? | Zašto radim ?)
40 - USPOSTAVA I ODRŽAVANJE ELEKTRIČNOG LUKA (Što radim ? | Kako radim ? | Zašto radim ?)
10 - PRIPREMA MATERIJALA
Pod pripremom predmeta podrazumjevamo sljedeće radne zahvate:
11 - obradu bridova predmeta koji spajamo,
12 - čišćenje spojnih površina (od korozije, masnoća …)
13 - međusobno pozicioniranje radnih predmeta.
11 - Obrada bridova spoja
- podrazumijeva izradu žljebova, za debele materijale (materijale koji su deblji od t = 4 mm)


12 - Čišćenje spojnih površina
- podrazumijeva obradu brušenjem, ručnom tehnikom ili uz pomoć brusilice. Ovo će olakšati uspostavu električnog luka.


13 - Pozicioniranje
- podrazumijeva učvršćivanje svih radnih predmeta u cjelinu. Ovo se radi jer unosom topline može doći do deformacije radnih predmeta, pri čemu može doći do iskrivljena konstrukcije.
- Stezanje se vrši s specijalnim stegama, škripcem ili bravarskim stegama.

20 - IZBOR ELEKTRODE ZA RUČNO ELEKTROLUČNO ZAVARIVANJE

Elektrode za zavarivanje domaćeg proizvođača „ELEKTRODA ZAGREB d.d.”
Na izbor elektrode utječu faktori kao na primjer:
- svojstva materijala koji zavarujemo (osnovnog materijala OM),
- debljina predmeta (t, mm),
- vrsta uređaja za zavarivanje,
- oblik zavara,
- stupanj opterećenja …
Pri radu, potrebno je se držati uputa proizvođača. Promjeri elektroda se kreću od 1 – 6 mm.
Donja tablica prikazuje različite tipove obloženih elektroda proizvođača EZ, prema HRN EN ISO normama:

Primjer:
Mi ćemo za praktičnu vježbu zavarivati cijev kvadratnog presjeka koja je izrađena iz konstrukcijskog, nelegirani čelika S355:

Koristit ćemo zavarivački invertor 140 A, izrađivat ćemo sučeoni i kutni zavar.
Promotrim specifikaciju elektrode: EZ – 11 F
30 - IZBOR JAKOSTI STRUJE ZA RUČNO ELEKTROLUČNO ZAVARIVANJE
Za svaku elektrodu, proizvođač iste u specifikacijama navodi jakost struje zavarivanja, obzirom na promjer elektrode, no ako specifikacija nije dostupna, moguće je koristiti iskustvenu tablicu, koja nam pomaže da izvršimo izbor jakosti struje zavarivanja, ovisno o debljini materijala koji zavarujemo, odgovarajućeg promjera elektrode i odgovarajuće jakosti struje:

Izbor elektrode i jakost struje zavarivanja IZ …A
Dakle. Ako imamo lim ili profil debljine 2,5 mm, prema tablici određujemo:
- promjer elektrode (približno jednak debljini materijala) Ø = 2,5 mm
- za Ø = 2,5 mm, jakost struje zavarivanja se kreće od 60 do 95 A
Na aparatu za zavarivanje, odabrat ćemo neku srednju vrijednost struje zavarivanja:


Odabrana jakost struje 80 A, jest izračunata srednja vrijednost ograničena granicama 60 – 95 A i nije egzaktna te će ju možda biti potrebno povećati ili smanjiti, ovisno o tome da li se elektroda lijepi ili propaljuje radni komad koji zavarujemo.
Ako je jakost struje nedovoljna, doći će do slabe uspostave luka i lijepljenja elektrode za radni komad:

Ako je jakost struje suviše velika, doći će do paljenja (propaljivanja) radnog predmeta na mjestu zavara:

Ako je jakost struje dobro odabrana, zavar bi trebao izgledati kao na slici:

Prema tome, uvijek je dobro na nekom otpadnom materijala iste debljine isprobati odabranu jakost struje zavarivanja.
40 - USPOSTAVA I ODRŽAVANJE ELEKTRIČNOG LUKA
Električni luk se uspostavlja dodirom elektrode o osnovni materijal.
Električni luk razvija visoke temperature, na strani predmeta iznosi 4200 °C, strani elektrode iznose 3600 °C.

Duljina električnog luka - bi trebala biti, približno jednaka promjeru elektrode Øde, mm.
Procesi pri uspostavi el. luka:

Način vođenja vrha elektrode

Nagib elektrode – treba biti između 70° i 90°

Brzina zavarivanja – stječe se iskustvom, a trebala bi biti tolika da rastaljeni metal bude dobro zaštićen slojem plivajuće troske.

- Kod polaganja I – zavara, (uskih zavara), elektroda se može voditi pravocrtno (a).
- Kod polaganja širih zavara luk se održava pokretanjem elektrode „cik – cak” (b), jer se tako bolje polaže metal za dodavanje po cijeloj duljini spoja.
Način prekidanja električnog luka
- Luk se ne prekida jednostavnim dizanjem elektrode. Nepravilno prekidanje luka dovodi do pojave šupljina u zavaru, na mjestu nepravilnog prekidanja.
- Pravilno prekidanje luka vrši se na jedan od dva načina:
- Luk bi trebalo prekinuti tako da vrh elektrode vratimo nazad, do mjesta gdje je zavar već očvrsnuo pa zatim podignemo vrh elektrode prema gore.
2. Električni luk se može prekinuti još na način da jednostavno izađemo iz zavara na boku stranice predmeta.

2.2. Plinsko zavarivanje

Što je plinsko zavarivanje ?
Plinsko zavarivanje je postupak spajanja taljenjem, gdje se toplina potrebna za taljenje osnovnog i dodatnog materijala (žice) dobije se izgaranjem jednog od gorivih plinova u kisiku(O2).
Najčešći plinovi koji izgaraju u kisiku je acetilen (C2H2), jer acetilen razvija vrlo visoku temperaturu plamena, za razliku od nekih drugih plinova.
1
2.2.1. Radno mjesto za plinsko zavarivanje


2
- Boca za acetilen (N2H2)

Acetilen može biti u boci, ako se zavarivanje vrši povremeno, ili instalacijski ako se zavarivanje vrši uvijek na jednom mjestu.
Volumen boce za acetilen je oko 40 litara, koja se puni pod tlakom od 1,5 MPa, pri temperaturi od 15 °C.
- Acetilen je unutar boce rastvoren u acetonu. Jedna litra acetona upija 14 – 24 litre acetilena.
- 16 litara acetona, pri tlaku od 1,5 MPa upija 6000 litara acetilena.
Boce za acetilen sadrže u unutrašnjosti:
- 20 % - porozne mase, tj. smjesu drvenog ugljena, pluta i azbesta,
- 40 % - acetona,
- 25% - rastvorenog acetilena i
- 15% - slobodnog prostora.
Ventil boce za acetilen služi za otvaranje i zatvaranje prolaza acetilena.
Pravila pri radu sa bocama za acetilen:
- Na radnom mjestu boca uvijek mora stajati u okomitom položaju !
- Boca se nikada ne smije ostaviti izložena sunčevim zrakama ili drugim izvodima topline !
- Potrošnja acetilena iz jedne boce ne smije biti veća od 1000 litara na sat, a sadržaj acetilena se ne smije potrošiti do kraja !
- Boce treba čuvati od visokih i niskih temperatura !
BOCE ACETILENA SE OZNAČAVAJU ŽUTOM ILI CRVENOM BOJOM !
3
- Boca za kisik (O2)

- Boce za kisik nalaze se pod visokim tlakom, pa imaju adekvatnu debljinu stijenke.
- Na vrhu boce za kisik nalazi se poklopac s navojem koji služi za zaštitu ventila na koji se priključuje ventil za redukciju tlaka.
- Boce su volumena 40 litara, u koji se može pod visokim tlakom sabiti 6000 litara kisika.
- Radni tlak za kisik je od 0,196 bara do 5,9 bara, a najčešće 2,45 bara.
- Na boci za kisik nalaze se podatci: naziv proizvođača, serijski broj boce, radni tlak, volumen, masa, datum posljednje kontrole i pečat kontrolora.
- Ventili boca za kisik služe za otvaranje i zatvaranje prolaza kisiku. Zaštitna kapa ima zadatak štititi ventile boca, kada boce nisu u uporabi ili pri transportu.
PRAVILA PRI RADU SA BOCAMA ZA KISIK:
- Boca ne smije biti izložena udarcima jer to može izazvati eksploziju.
- Boca ne smije biti izložena suncu i drugim izvorima topline kao ni niskim temperaturama.
- Priključci na bocama se ne smiju podmazivati mastima, jer može doći do zapaljenja.
- Boca mora stajati okomito, oslonjena na svoje postolje i osigurana od pada
- Transport boce izvodi se kolicima
BOCE KISIKA SE OZNAČAVAJU PLAVOM, BIJELOM ILI ZELENOM BOJOM !
4
- Redukcijski ventil
- Redukcijski ventil smanjuje visoki tlak iz boce, na potrebni radni tlak.
- Redukcijski ventil ima dva manometra, jedan mjeri tlak u boci (3), a drugi mjeri radni tlak (9).
- Radni tlak, jest tlak plina koji je dostatan za izvođenje operacije zavarivanja.
- Jedan redukcijski ventil, označen plavom bojom, montira se na bocu s O2, a ventil označen crvenom bojom montira se na bocu s C2H2.



5
-
Gumene cijevi (crijeva) za dovod plinova

Acetilen i kisik se dovode do plamenika uz pomoć gumenih crijeva.
Crijeva se izrađuju od gume armirane platnom i mogu se savijati.
Dužina crijeva ne smije biti manja od 3 – 5 metara, kako bi se izbjeglo savijanje (prežabljivanje), jer crijeva ne smiju biti:
> prežabljena,
> pritisnuta,
> nagažena i kao ni
> doći u dodir s zapaljivim materijalima,
> s iskrenjem i
> zagrijanim predmetima.

Za acetilen se koriste crijeva crvene boje, a za kisik plave boje.
Elementi cijevnog razvoda od redukcijskog ventila do plamenika:

6
-
Nepovratni ventili

Nepovratni (protupovratni) ventili su elementi od velike važnost, jer sprječavaju povratak plamena i mješavine plina u slučaju kvara plamenika.
Ugrađuju se na rukohvate plamenika i na reducir ventile.
Kod ugradnje istoga, vrlo je važno, prilikom montaže obratiti pozornost na strelicu, koja prikazuje smjer protoka.
Nepovratne ventile je važno zamijeniti nakon ne više od 3 godine, bez obzira izgledaju li ispravno ili ne.
-
Sastavni djelovi plamenika
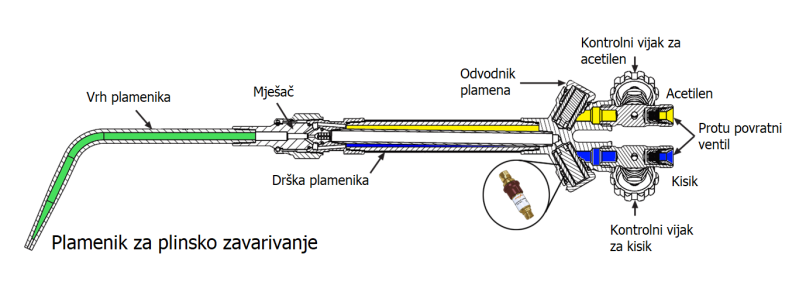
7
2.2.2. Priprema kisika (O2) prije zavarvanja
Redukcijski vetil:
Plamenik:



Otvaramo ventil boce kisika ❶ do kraja, rotacijom u lijevo.


Otvaramo ventil za kisik ❾ na plameniku, rotacijom u lijevo,

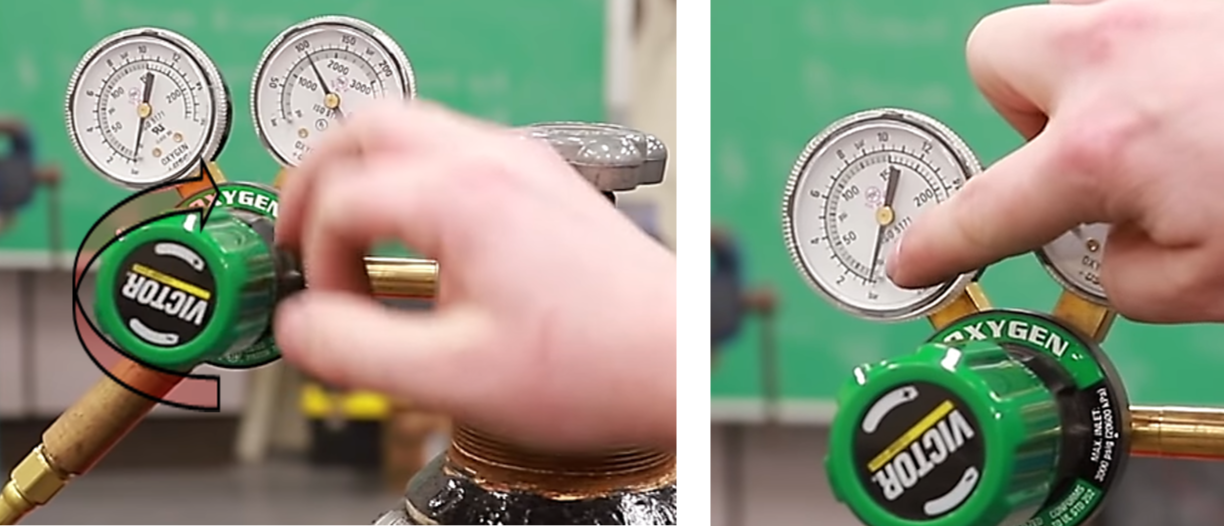
Otvaramo podešavajući vijak na redukcijskom ventilu ❸ rotacijom u desno. Ovim namještamo radni tlak na 1 – 3 bar.


Kada smo namjestili radni tlak, potrebno je zatvoriti na dršci plamenika ventil za kisik ❾, rotacijom u desno.
2.2.3. Priprema acetilena (N2 H2)

Za pola okreta otvoriti ventil boce acetilena ❷ (rotacijom u lijevo).

Kazaljka manometra ❸ pokazuje koliki je tlak u boci.

Potrebno je otvoriti na dršci plamenika, ventil za acetilen❽ (rotacijom u desno),

Potrebno je otvoriti na redukcijskom ventilu podešavajući ventil ❸ (rotacijom u desno), kako bismo namjestili veličinu radnog tlaka od 0,01 – 0,03 bar.
Namješteni radni tlak na redukcijskom ventilu boce za kisik:
Namješteni radni tlak na redukcijskom ventilu boce zaacetilen:

8
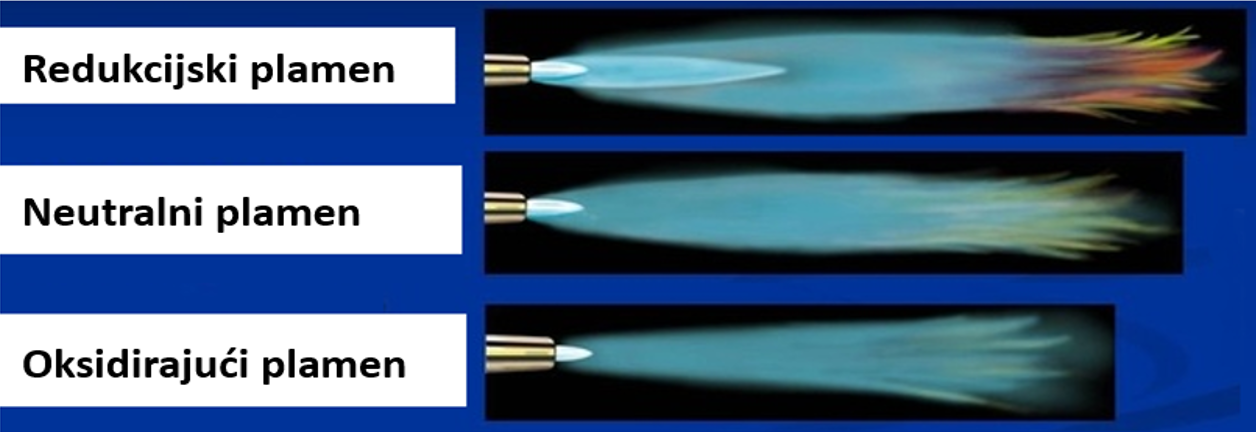
2.2.4. Podešavanje plamena za zavrivanje
Plamen za zavarivanje regulira se na mlaznici, pri čemu se acetilen i kisik miješaju u određenom omjeru.
Zona zavarivanja se nalazi od 2 – 5 mm ispred jezgre plamena , tj. na mjestu gdje je najveća temperatura plamena od ≈ 3200 °C.
Vrste plamena:







9
2.2.5. Dodatni materijal za plinsko zavarivanje i navarivanje
Pod dodatnim materijalom, u plinskom zavarivanju podrazumjevamo:
a) žice za zavarivanje,
b) praškove i paste za zavarivanje.
a) žice za zavarivanje
Žica za zavarivanje i navarivanje koristi se kao dodatni materijal pri zavarivanju i navarivanju.
Svojstva žice moraju biti ista ili slična svojstvu materijala koji se zavaruju.
- Za zavarivanje materijala na bazi željeza:
- Za zavarivanje mekog čelika koriste se šipke od mekog čelika promjera od 1 – 8 mm i duljine 500 – 1000 mm.
- Za zavarivanje limova do debljine 5 mm koriste se šipke čiji je promjer jednake debljine debljini lima.
- Za zavarivanje čelika koriste se šipke presvučene bakrenim prevlakama, zbog sprječavanja korozije.
- Za zavarivanje lijevanog željeza koriste se žice od lijevanog željeza sa povećanim udjelom ugljika i silicija.
- Za zavarivanje obojenih materijala i njihovih legura:
- Za bakar koriste se žice koje imaju najmanje 98 % Cu i do 0,5 – 1,5% Sn ili do 1,2% Ag.
- Za mjed i bronca koriste se žice od legura bakra i kositra – za broncu, ili specijalne žice – za mjed.
- Za aluminijeve koriste se žice od čistog aluminija a za zavarivanje aluminijevih legura koriste se žice koje pripadaju tom tipu legure.
b) praškovi i paste za plinsko zavarivanje
Praškovi i paste imaju zadatak očistiti oksidirani sloj sa površine koja se zavaruje i sprječavaju ponovnu oksidaciju.
- Meki čelik i čelični lijev zavaruju se bez praška.
- Specijalni čelici, lijevano željezo, bakar i legure bakra, aluminij i njegove legure zavaruju se uz upotrebu praška i paste.
Izbor praška i paste za zavarivanje ovisi o vrsti materijala koji se zavaruje, a mogu se koristiti:
- boraks,
- vodeno staklo,
- borna kiselina,
- silicijev dioksid.
Paste se nanose četkom tako da se premažu bridovi pripremljenih utora i žica za zavarivanje.
10
2.2.6. Održavanje opreme za plinsko zavarivanje
1. Redukcijski ventil

Održavanje:
A - provjeriti ulazni priključak na propuštanje,
B - provjeriti ispravnost manometra
C - okrenuti ručicu ventila nakon otvaranja plinskog ventila i provjeriti da tlak povremeno raste
- redukcijski ventil nikad ne podmazivati !
- zamjenu redukcijskog ventila nakon više od 5 godina uporabe, čak i ako ispravno radi !
2. Cijevi

Održavanje:
Provjeriti čitavom dužinom cijevi tako da ju savijate i na taj način provjerite da li je u dobrom stanju. Provjerite da li ima pukotina, rupa ili ispupčenja.
- cijevi treba zamjeniti nakon tri godine intezivne uporabe, u protivnom jednom u pet godina.
3. Brze spojnice

Održavanje:
D - provjeriti da li su spojevi dobro pričvršćeni
E - provjeriti nepropusnost pri uporabi, prvo kod osiguranog spoja, a zatim kod rastavljivog.
- zamjeniti u slučaju nezgode (drobljenja, oštećenja) ili u slučaju kvara (propuštanja, gubljenja pritiska).
4. Nepovratni ventili


Nepovratni ventili su dijelovi od iznimno velike važnosti. Sprječavaju povratak plamena i mješavine plinova u slučaju kvara plamenika. Ugrađuju se na rukohvate (držke plamenika) i na redukcijski ventil.
Potrebno je obratiti pozornost na strelice koje pokazuju protok plina.
- uvjek zamjeniti u slučaju povrata plamena ili kvara
- preporučuje se zamjena nepovratnih ventila nakon ne više od tri godine uporabe, čak i ako su ventili u dobrom stanju.
5. Plamenici

Održavanje:
F - provjeriti priključak za plin i kisik
G - provjerite nepropusnost ventila
H - provjerite da su sapnice (dizne) u dobrom stanju i da ne propuštaju.
- preporučuje se zamjena rezača nakon ne više od tri godine korištenja, čak i ako je još ispravan.
11
2.2.7. Izvođenje plinskog zavarivanja
❶ Priprema spojeva

Dijelove koje zavarujemo treba pripremiti i postaviti tako da između njih ostane razmak koji će ispuniti dodatni rastaljeni materijal.
Kod tankih limova (do 1 mm) zavarivanje se izvodi presavijanjem na krajevima uzduž šava, pa se zavarivanje tankih limova vrši bez dodatka žice.
Limovi debljine do 5 mm obično se obrade samo pod pravim kutom (I – zavar).
Vrste zavara:

12
❷ Izbor plamenika

Treba izabrati sapnicu plamenika koji može ispustiti smjesu acetilena i kisika, koja može potpuno rastaliti osnovni materijal i dodatni materijal (žicu).
❸ Izbor materijala

Za materijale koji se zavaruju, na tržištu postoje, i trebaju se koristiti odgovarajući metali za dodavanje, čiji sastav odgovara sastavu i svojstvima osnovnog materijala. Osim odgovarajućih svojstava dodatnog materijala, promjer šipki (žice) također vršimo u ovisnosti o debljini materijala koji zavarujemo.

Nelegirana žica za plinsko zavarivanje čelika namijenjena za zavarivanje limova, cijevi i drugih profila za normalna opterećenja. Zavar je homogen i mekan, te dobre mehaničke obradivosti.
Promjer : 5,0 mm, dužina : 700mm, paket : 1kg

Žice za plinsko zavarivanje mesinga.
Promjer 2.0, 2.5 i 3.0 mm
13
❹ Priprema i provjera opreme
A – provjeriti da li u bocama ima dovoljno kisika i acetilena za predviđeni posao.
B – provjeriti ispravnost rada nepovratnog ventila (osigurača povratnog plamena).
C – Provjeriti ispravnost elemenata instalacije (crijeva, ventili), kao i nekontrolirano ispuštanje plinova.
D – Provjeriti je li radno mjesto opremljeno svim potrebnim alatom i priborom, koji je potreban prije, u tijeku i poslije zavarivanja
(četke, stezači, kliješta)
E – Provjeriti opremljenost osobnim zaštitnim sredstvima (pregača, rukavice, maska, naočale …)
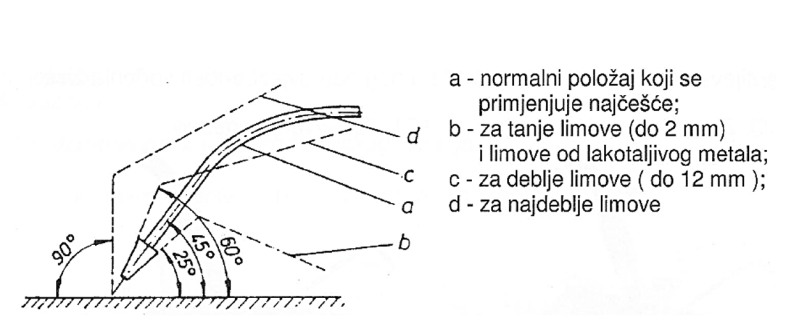
❺ Vođenje plamenika i žice za dodavanje
Kvaliteta zavarenog spoja u velikoj mjeri zavisi od pravilnog vođenja plamenika i žice za dodavanje.
- Vođenje plamenika se vrši što mirnije i u što ravnomjernijem razmaku u odnosu na predmet koji zavarujemo.
- Pomjeranja plamenika započima neposredno pred postizanje temperature taljenja.
- Položaj plamenika u odnosu na predmet zavisi od debljine predmeta koji zavarujemo, tako da predmet dobije što veću količinu topline.
14
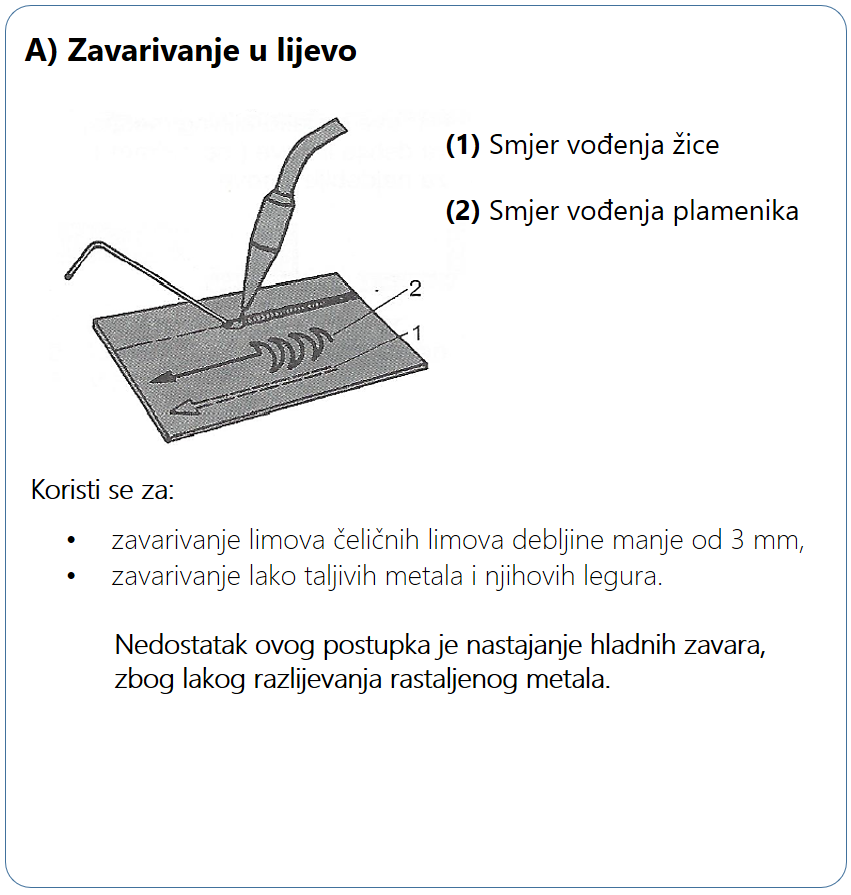
❻ Smjer zavarivanja
Prema smjeru gibanja za vrijeme rada zavarivanje može biti u lijevo i u desno gledano od strane zavarivača.

15
Ponavljanje gradiva
1. Uvod
1.1. Instalacije i vrste instalacija
1.2. Cijevi
1.3. Materijali za izradu cijevi
1.4. Označavanje cijevi
2. Spojevi
2. Spojevi
2.1. Zavarivanje
2.1.1. Elektrolučno zavarivanje
