Tehnologija obrade i spajanja
1. godina obrazovanja
Instalater kućnih instalacija
Lekcija 8.2.3.

- MIG/MAG postupak zavarivanja

a) MIG postupak elektrolučnog zavarivanja
Zavarivanje MIG postupkom (engl. Metal Inert Gas).
Prilikom ovog postupka električni luk se postavlja između žice, koja istovremeno služi i kao dodatni materijal i predmeta koji zavarujemo.
Prilikom zavarivanja, rastaljena metalna kupka, zaštićena je inertnim plinom argonom.
Ostvarivanje el. luka uz automatsku dobavu žice, u kolutu.

Odvajanje rastaljenih kapljica metala s elektrode, kod MIG zavarivanja
Argon štiti zavar od štetnog utjecaja plinova iz zraka kapljice rastaljenog metala u luku, kao i usijani zavar.
Ovim postupkom zavarivanja, zavaruju se:
- visokolegirani čelici
- aluminij i njegove legure
- bakar i njegove legure.
Elektroda za zavarivanje je golažica u kolutu odgovarajućeg materijala, materijalu koji zavarujemo.
Postupak može biti ručni ili automatski.

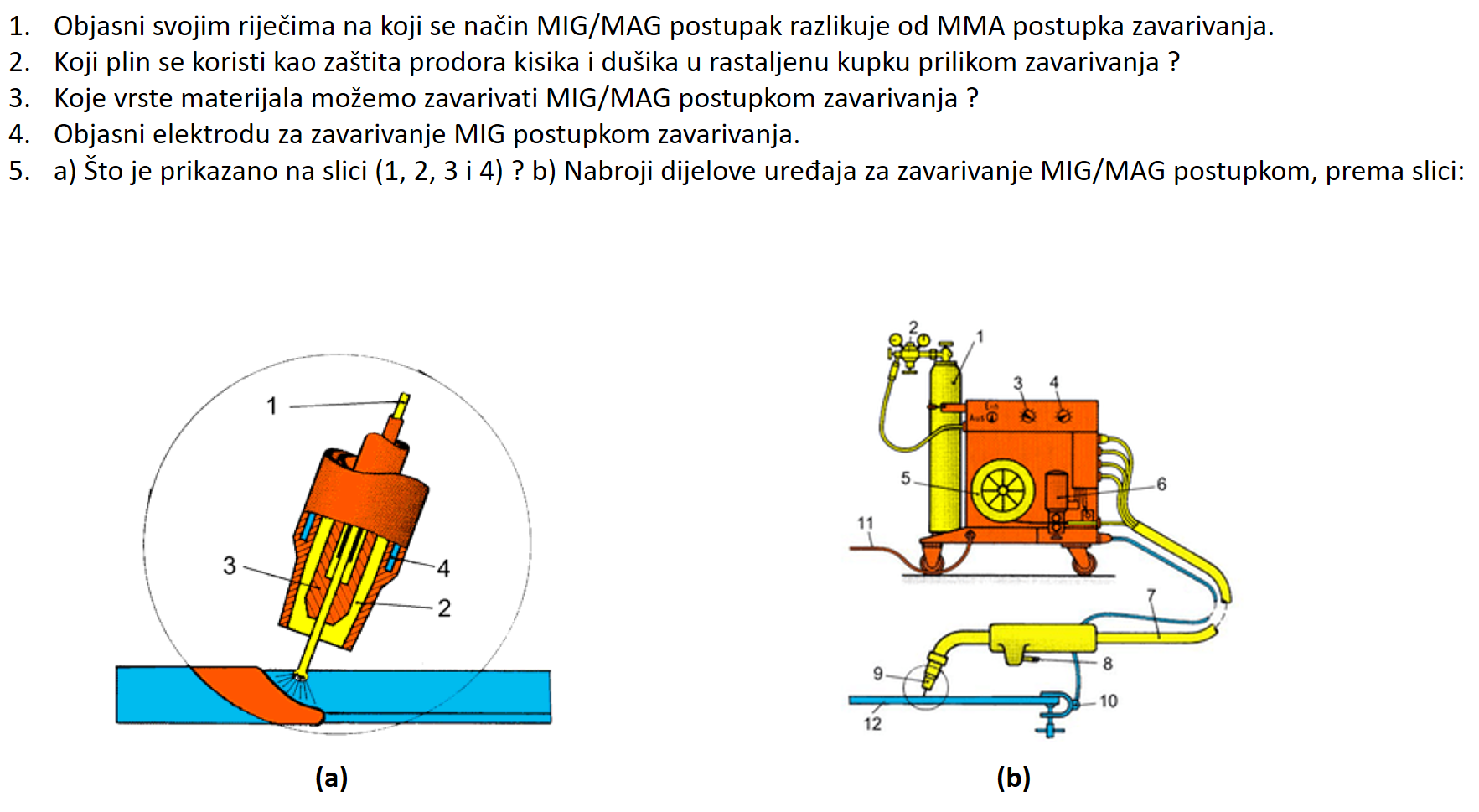
Slika prikazuje vrh pištolja za MIG postupak zavarivanja u presjeku prikazuje:
1 - žica (elektroda)
2 - zaštitni plin (kod MIG postupka Argon, kod MAG postupka ugljični dioksid)
3 - vodilica za žicu
4 - hlađenje

Slika prikazuje uređaj za MIG postupak zavarivanja:
1 - Olinska boca
2 - redukcijski ventil
3 - regulacija brzine žice
4 - podešavanje jakosti struje zavarivanja
5 - namotaj žice
6 - pogon žice
7 - savitljivo crijevo
8 - pištolj - držač elektrode
9 - mlaznica
10 - pol kleme (masa)
11 - mrežni priključak
12 - osnovni materijal
1.

b) Način rada
Električni luk se uspostavlja kratkim spojem (kresanjem) između žice za zavarivanje i radnog komada, tj. priključaka na polove električne struje ili izmjenične struje.
Nakon toga sljedi ravnomjerno dodavanje žice za zavarivanje u električni luk (elektromotor, valjci za ravnanje i povlačenje ili potiskivanje žice), te taljenje žice i stvaranje zavarenog spoja.
Glavni parametri kod MIG zavarivanja su:
- napon zavarivanja (U), koji se tijekom zavarivanja približno kreće od 16 do 26 V;
- jakost struje zavarivanja (I) - jakost struje zavarivanja se pri zavarivanju kreće ovisno o promjeru žice za zavarivanje (približne vrijednosti od 80 do 180 A);
- brzina zavarivanja - se kreće ovisno o primjenjenoj tehnici zavarivanja (povlačenje ili njihanje), promjeru žice za zavarivanje i parametrima zavarivanja približno od 2 do 4 mm/s.
b) Prednosti i nedostatci MIG/MAG postupka zavarivanja
- Prednosti zavarivanja MIG/MAG postupkom su:
- razvijen dovoljno širok spektar dodatnih materijala za zavarivanje,
- manja cijena opreme za zavarivanje (uređaja za zavarivanje) u odnosu na zavarivanje TIG postupkom;
- pogodan za pojedinačnu i masovnu proizvodnju, te reparaturna zavarivanja,
- mogućnost zavarivanja u svim položajima zavarivanja,
- pogodan za automatizaciju i robotizaciju,
- daleko veća učinkovitost (kilograma položenog materijala na sat) u odnosu na zavarivanje TIG postupkom,
- čista površina metala položenog zavara (bez troske), smanjenje iskrivljenja konstrukcije.
- Nedostatci zavarivanja MIG/MAG postupkom su:
- kvaliteta zavara još uvijek ovisi o vještini zavarivača (čovjeka) kod poluautomatskog zavarivanja,
- vrijeme za izobrazbu dobrog zavarivača je kraće nego kod zavarivanja TIG postupkom (mada je praksa da MIG zavarivači prvo nauče ručno elektrolučno zavarivanje),
- kvaliteta zavarenog spoja je slabija u odnosu na kvalitetu zavarivanja TIG postupkom (kako sa estetskog stajališta, tako i sa stajališta grešaka u zavarenom spoju i mehaničkih svojstava zavarenog spoja),
- dolazi do jakog bljeskanja pri zavarivanju, pri zavarivanju se oslobađaju plinovi (potrebna dobra ventilacija prostora), dugotrajni rad može ostaviti štetne posljedice na zdravlju zavarivača (reuma, oštećenja dišnog sustava).
c) Zaštitni plin
Zaštitni plin kod ovih postupaka bitno određuje kvalitetu zavara. U počecima uvođenja postupka zavarivanja u atmosferi zaštitnog plina uobičajeno je bilo svega nekoliko pojedinačnih plinova, na primjer kod zavarivanja MIG postupkom čisti argon, a kod zavarivanja MAG postupkom čisti ugljikov dioksid.
Danas prevladavaju mješavine plinova. U međuvremenu je količina standardiziranih plinskih mješavina znatno povećana, jer se kao dijelovi u mješavini ne primjenjuju samo argon i CO2, već također i kisik, helij, vodik i dušik. Podjela različitih zaštitnih plinova dana je u europskom standardu EN „Zaštitni plinovi za elektrolučno zavarivanje i rezanje“.
d) Zavarivanje MAG postupkom
Zavarivanje MAG postupkom (engl. Metal Active Gas) ili MAG postupak zavarivanja je vrsta elektrolučnog zavarivanja taljenjem u aktivnom zaštitnom plinu (obično ugljikov dioksid CO2) ili u plinskoj smjesi taljivom elektrodom u obliku gole žice, slično zavarivanju MIG postupkom.
Plinske smjese mogu biti:
- argon + ugljikov dioksid,
- argon + ugljikov dioksid + kisik
Ovaj postupak zavarivanja izvodi se u svim položajima. Zavarivanje kratkim električnim lukom (engl. short arc) daje najmanji unos energije u zavareni spoj, tako da je postupak pogodan za zavarivanje tankih limova.
Kada je poželjan lijep izgled zavara, a istodobno i dobra zavarljivost, zavarivanje MAG postupak se izvodi u plinskoj smjesi s približno 80% argona (Ar) i 20% ugljikovog dioksida CO2.
Impulsno zavarivanje se izvodi u svim položajima bez raspskavanja kapljica.
Zavarivanje MAG postupkom ima široke mogućnosti primjene kod proizvodnih zavarivanja, navarivanja i reparaturnog zavarivanja većine metalnih materijala.
Ima prednost pred ručnim elektrolučnim zavarivanjem (REL) sa stajališta ekonomičnosti (više kilograma položenog materijala na sat, veća intermitencija pogona – nema zastoja za izmjenu elektroda kao kod REL postupka, manje čišćenje zavara). Primjenjuje se za zavarivanje limova i cijevi debljine od 1 mm obično do debljine 20 mm (u nekim slučajevima i daleko iznad tih debljina, kada je ekonomski i tehnološki opravdana primjena MAG postupka.
2.
Pogledajmo video prezentaciju

PITANJA ZA PONAVLJANJE - DOMAĆA ZADAĆA
Prepišite pitanja i bilježnicu i odgovorite na njih.

MIG/MAG postupak zavarivanja
Preuzmi podlogu za predavanje [Lekcija 8.2.]