Tehnologija obrade i spajanja
1. godina obrazovanja
Instalater kućnih instalacija
Lekcija 8.3.
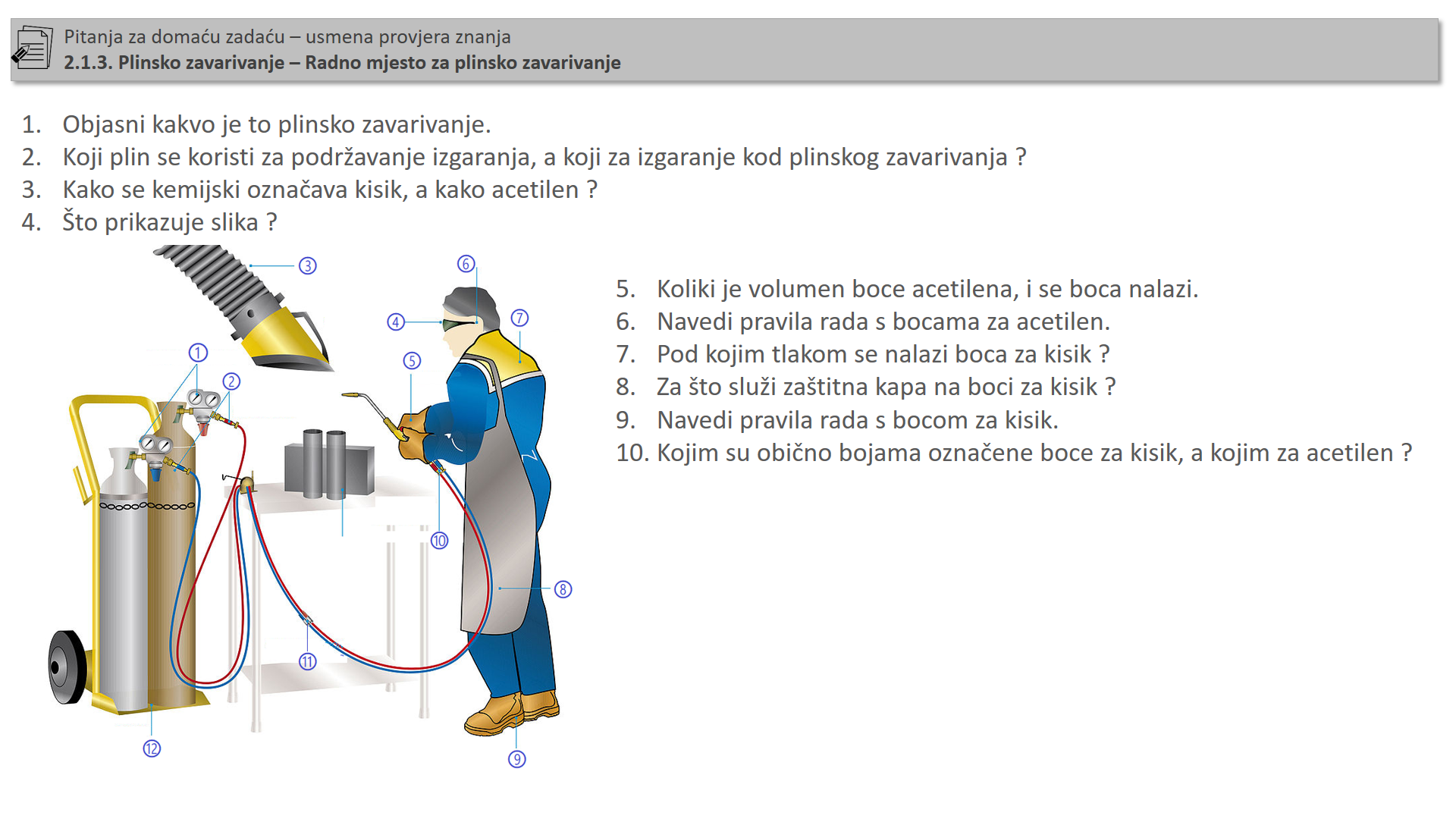
2.1.3. Plinsko zavarivanje

Što je plinsko zavarivanje ?
Plinsko zavarivanje je postupak spajanja taljenjem, gdje se toplina potrebna za taljenje osnovnog i dodatnog materijala (žice) dobije se izgaranjem jednog od gorivih plinova u kisiku(O2).
Najčešći plinovi koji izgaraju u kisiku je acetilen (C2H2), jer acetilen razvija vrlo visoku temperaturu plamena, za razliku od nekih drugih plinova.
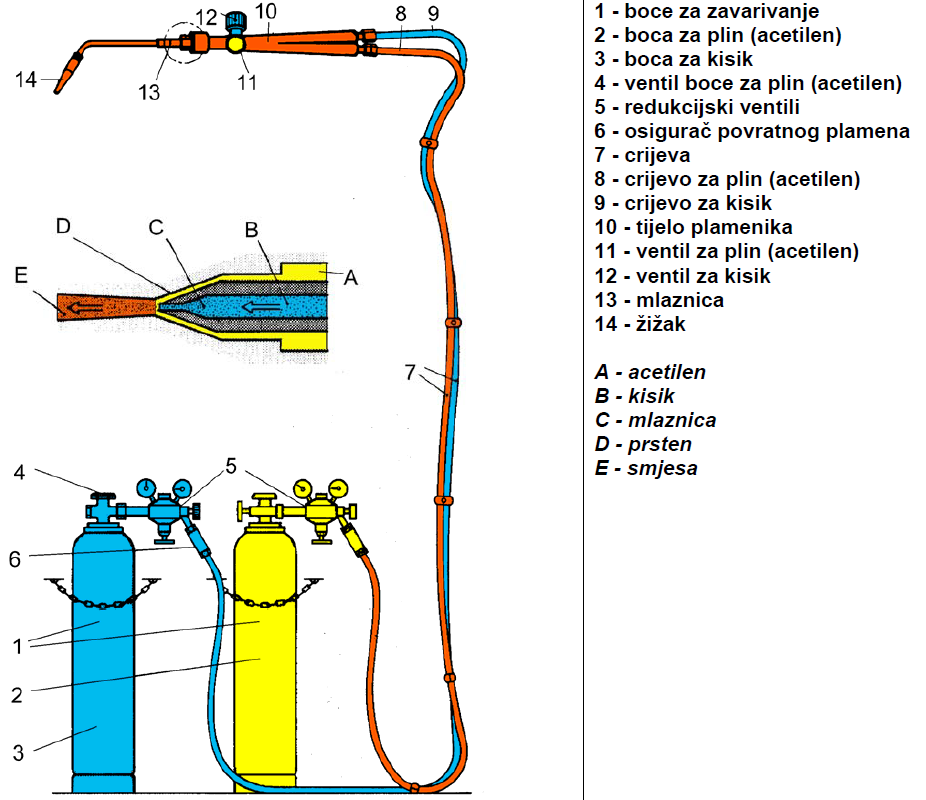
A) Radno mjesto za plinsko zavarivanje
Slike prikazuju opremu radnog mjesta za plinsko zavarivanje:

Boca za acetilen (C2H2)

Acetilen može biti u boci, ako se zavarivanje vrši povremeno, ili instalacijski ako se zavarivanje vrši uvijek na jednom mjestu.
Volumen boce za acetilen je oko 40 litara, koja se puni pod tlakom od 1,5 MPa, pri temperaturi od 15 °C.
- Acetilen je unutar boce rastvoren u acetonu. Jedna litra acetona upija 14 – 24 litre acetilena.
- 16 litara acetona, pri tlaku od 1,5 MPa upija 6000 litara acetilena.
Boce za acetilen sadrže u unutrašnjosti:
- 20 % - porozne mase, tj. smjesu drvenog ugljena, pluta i azbesta,
- 40 % - acetona,
- 25% - rastvorenog acetilena i
- 15% - slobodnog prostora.
Ventil boce za acetilen služi za otvaranje i zatvaranje prolaza acetilena.
PRAVILAN RAD PRI RADU S BOCAMA ZA ACETILEN:
- Na radnom mjestu boca uvijek mora stajati u okomitom položaju !
- Boca se nikada ne smije ostaviti izložena sunčevim zrakama ili drugim izvodima topline !
- Potrošnja acetilena iz jedne boce ne smije biti veća od 1000 litara na sat, a sadržaj acetilena se ne smije potrošiti do kraja !
- Boce treba čuvati od visokih i niskih temperatura !
BOCE ACETILENA SE OZNAČAVAJU ŽUTOM ILI CRVENOM BOJOM !
Boca za kisik (O2)
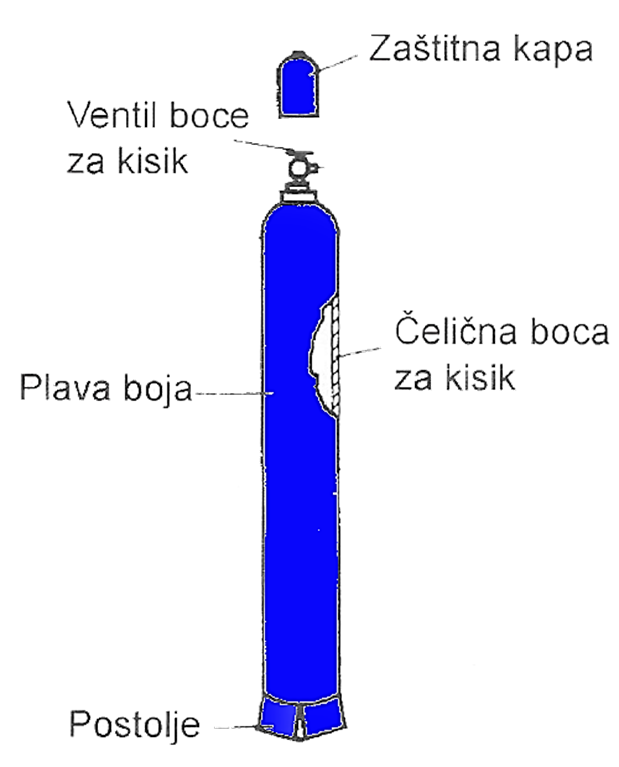
- Boce za kisik nalaze se pod visokim tlakom, pa imaju adekvatnu debljinu stijenke.
- Na vrhu boce za kisik nalazi se poklopac s navojem koji služi za zaštitu ventila na koji se priključuje ventil za redukciju tlaka.
- Boce su volumena 40 litara, u koji se može pod visokim tlakom sabiti 6000 litara kisika.
- Radni tlak za kisik je od 0,196 bara do 5,9 bara, a najčešće 2,45 bara.
- Na boci za kisik nalaze se podatci: naziv proizvođača, serijski broj boce, radni tlak, volumen, masa, datum posljednje kontrole i pečat kontrolora.
- Ventili boca za kisik služe za otvaranje i zatvaranje prolaza kisiku. Zaštitna kapa ima zadatak štititi ventile boca, kada boce nisu u uporabi ili pri transportu.
PRAVILA PRI RADU SA BOCAMA ZA KISIK:
- Boca ne smije biti izložena udarcima jer to može izazvati eksploziju.
- Boca ne smije biti izložena suncu i drugim izvorima topline kao ni niskim temperaturama.
- Priključci na bocama se ne smiju podmazivati mastima, jer može doći do zapaljenja.
- Boca mora stajati okomito, oslonjena na svoje postolje i osigurana od pada
- Transport boce izvodi se kolicima
BOCE KISIKA SE OZNAČAVAJU PLAVOM, BIJELOM ILI ZELENOM BOJOM !

Domaća zadaća !
Pitanja za usmenu provjeru obrađenog gradiva !
1.

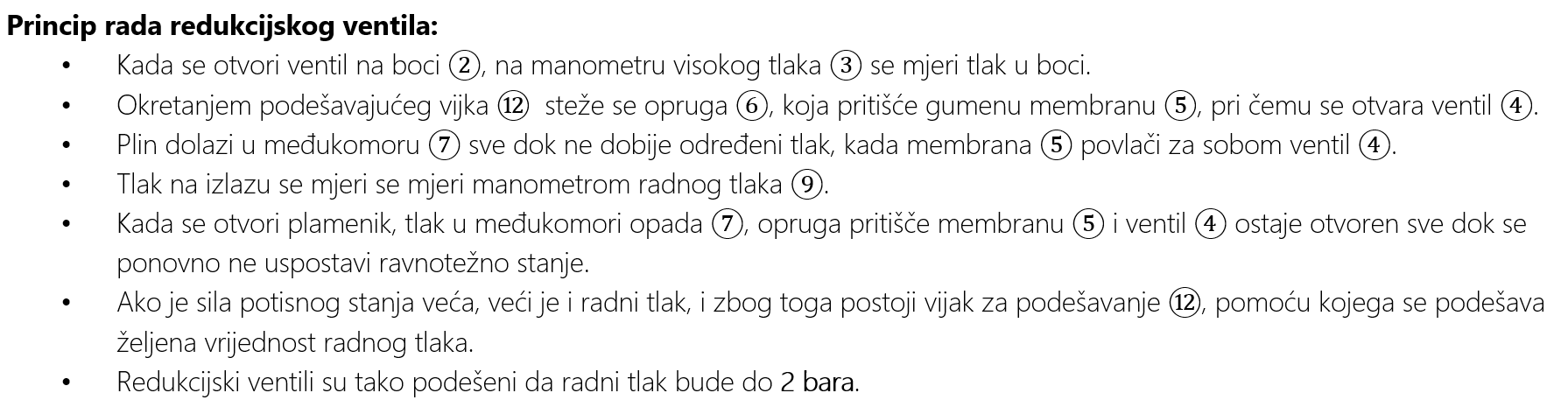
Redukcijski ventil
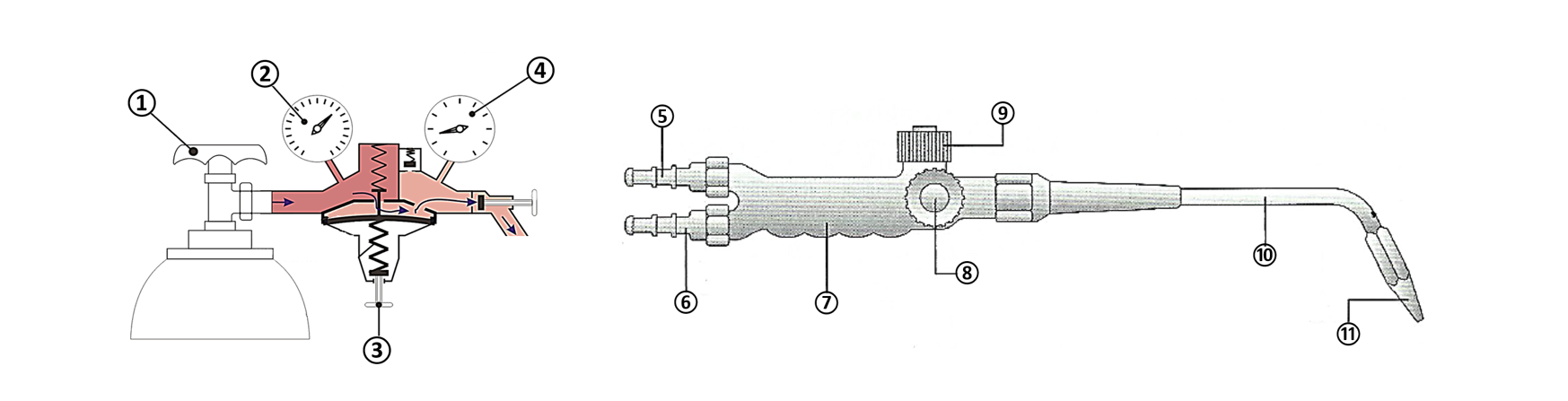
- Redukcijski ventil smanjuje visoki tlak iz boce, na potrebni radni tlak.
- Redukcijski ventil ima dva manometra, jedan mjeri tlak u boci (3), a drugi mjeri radni tlak (9).
- Radni tlak, jest tlak plina koji je dostatan za izvođenje operacije zavarivanja.
- Jedan redukcijski ventil, označen plavom bojom, montira se na bocu s O2, a ventil označen crvenom bojom montira se na bocu s C2H2.

Domaća zadaća !
Pitanja za usmenu provjeru obrađenog gradiva !

2.
Cijevi za dovod plinova

Acetilen i kisik se dovode s redukcijskih ventila do plamenika uz pomoć gumenih crijeva.
Crijeva se izrađuju od gume armirane platnom i mogu se savijati.
Dužina crijeva ne smije biti manja od 3 – 5 metara, kako bi se izbjeglo savijanje (prežabljivanje), jer crijeva ne smiju biti:

Za acetilen se koriste crijeva crvene boje, a za kisik plave boje.
- prežabljena,
- pritisnuta,
- nagažena i kao ni
- doći u dodir s zapaljivim materijalima,
- odnosno doći u kontakt s iskrenjem i
- odnosno doći u kontakt s zagrijanim predmetima.
Pregled elemenata cijevnog razvoda od redukcijskog ventila do plamenika:
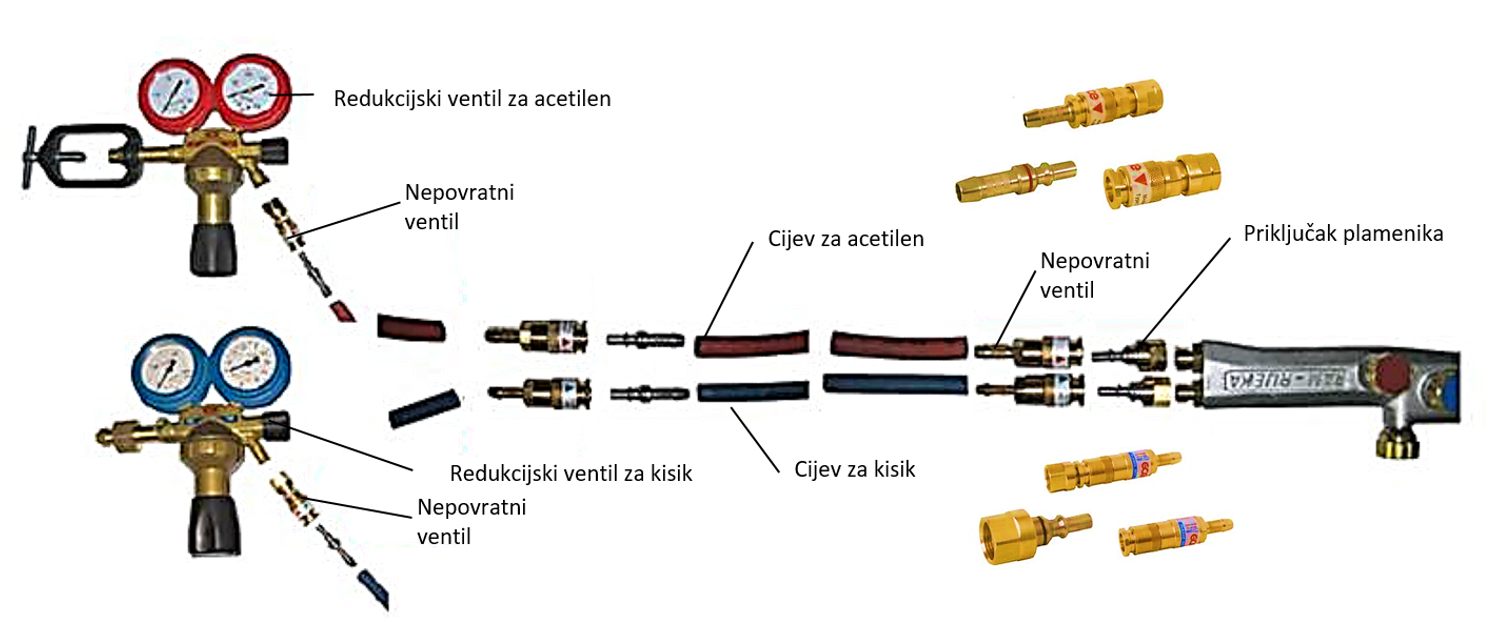
- Nepovratni ventili
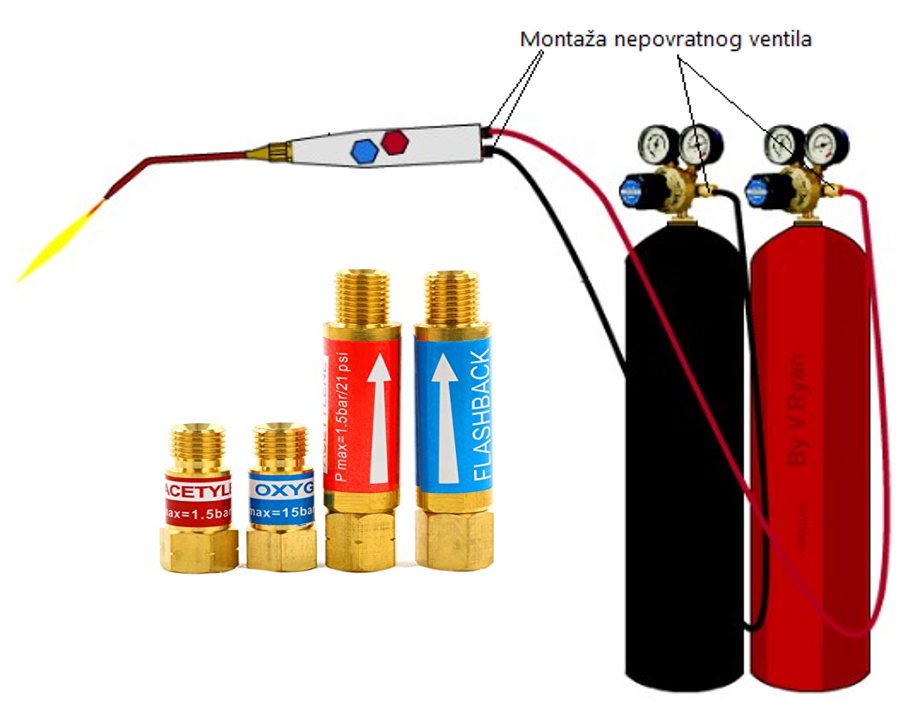
Nepovratni (protupovratni) ventili su elementi od velike važnost, jer sprječavaju povratak plamena i mješavine plina u slučaju kvara plamenika.
Ugrađuju se na rukohvate plamenika i na reducir ventile.
Kod ugradnje istoga, vrlo je važno, prilikom montaže obratiti pozornost na strelicu, koja prikazuje smjer protoka.
Nepovratne ventile je važno zamijeniti nakon ne više od 3 godine, bez obzira izgledaju li ispravno ili ne.
- Plamenik u presjeku

Domaća zadaća !
Pitanja za usmenu provjeru obrađenog gradiva !

3.
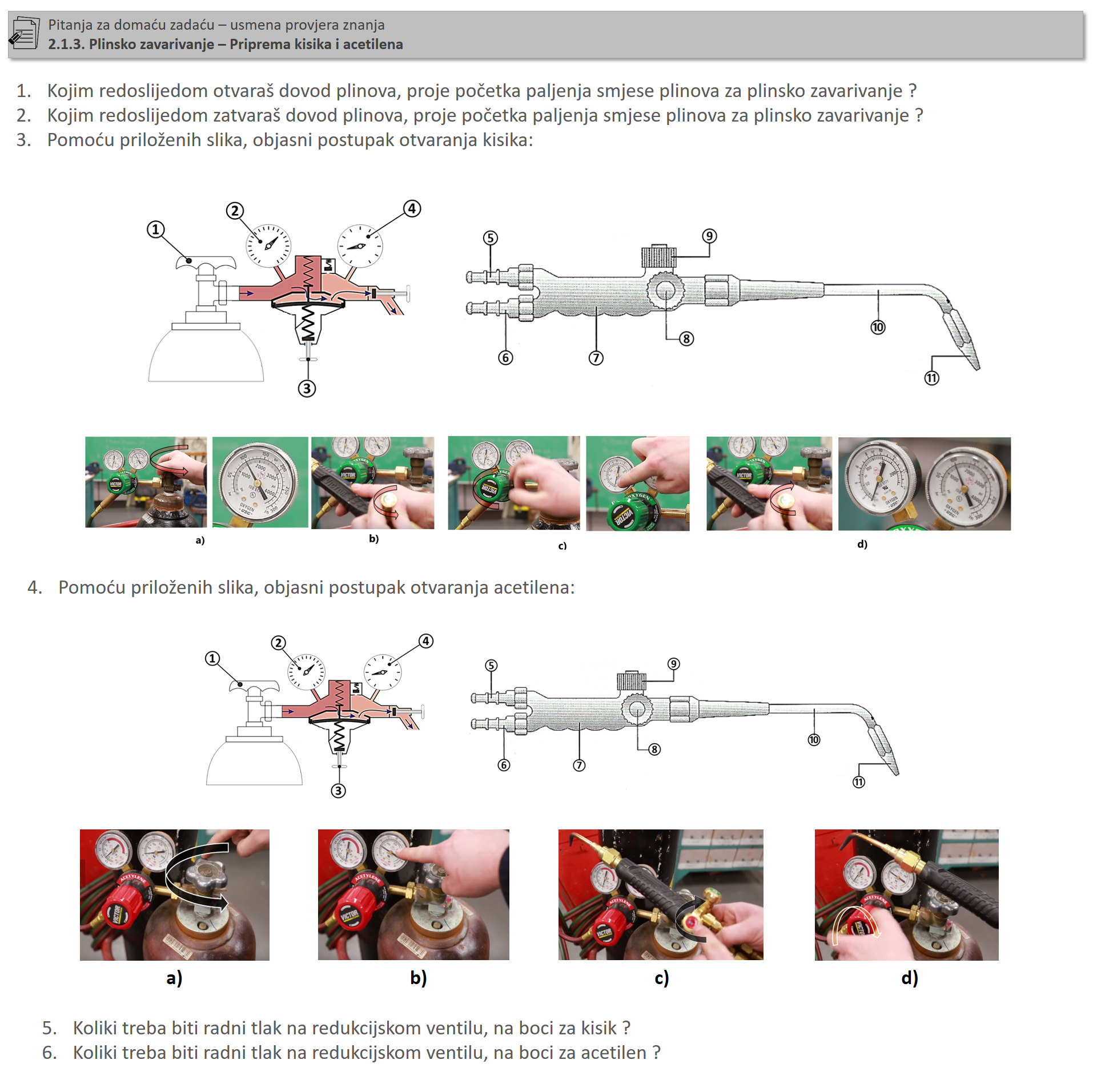
B) Priprema kisika(O2) i acetilena(C2H2)
Prije početka zavarivanja, potrebno je otvoriti plin u bocama, ali NE BILO KOJIM REDOSLIJEDOM !
a) Prije početka paljenja:
1. otvaramo dovod kisik (prema dolje opisanom postupku)
2. otvaramo dovod acetilen (prema dolje opisanom postupku)
b) Po završetku gašenje plamena vršimo:
1. zatvaramo dovod acetilena (na ventilu plamenika (8) - zatvaranje vršimo do kraja)
2. zatvaramo dovod kisika (na ventilu plamenika (9) - zatvaranje vršimo do kraja)
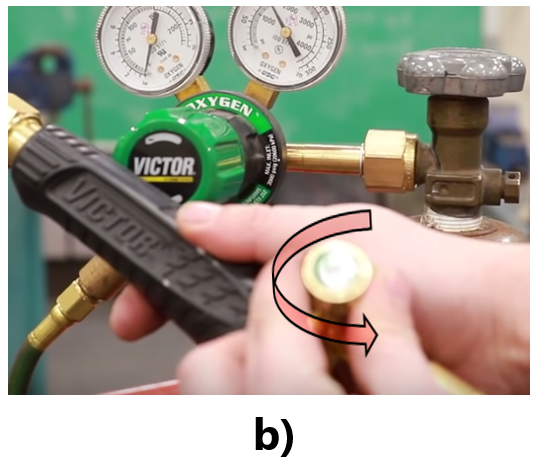
1. Postupak otvaranja kisika




2. Postupak otvaranja acetilena

a)


b)


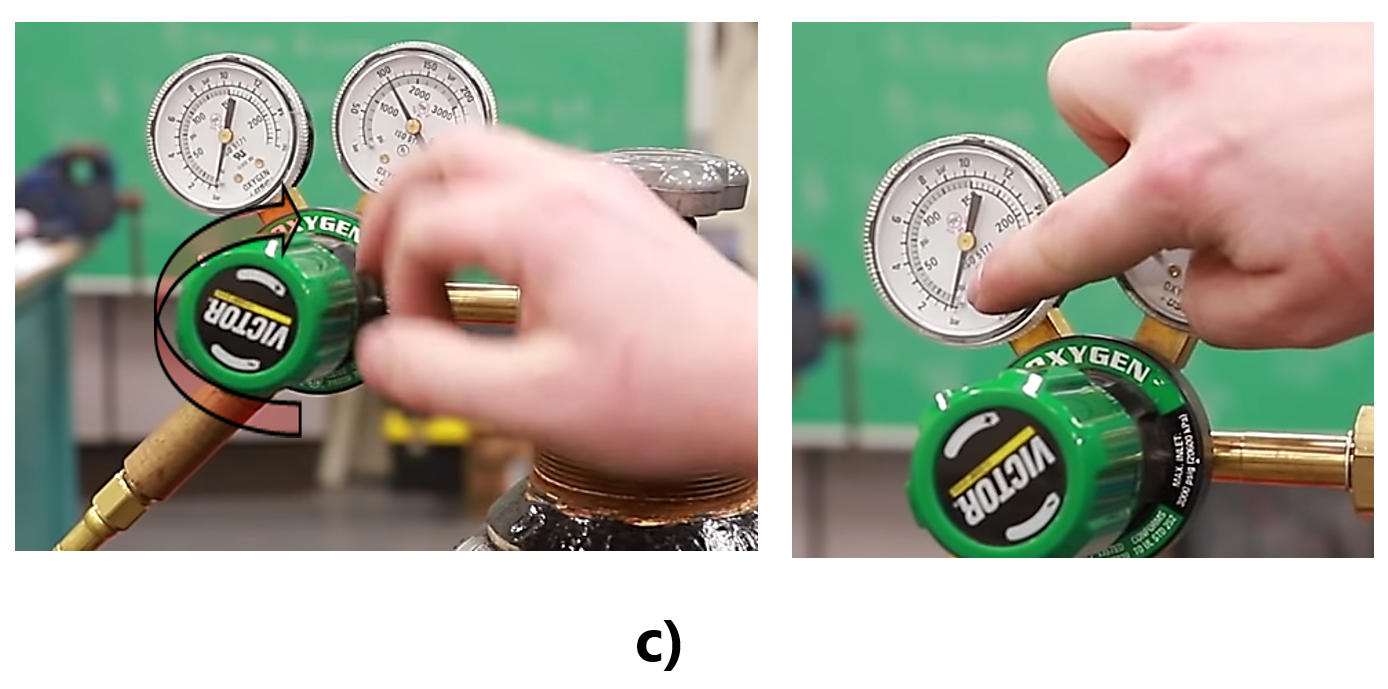
c)


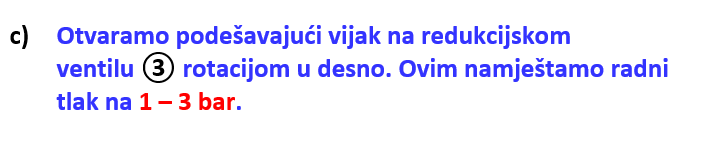
d)

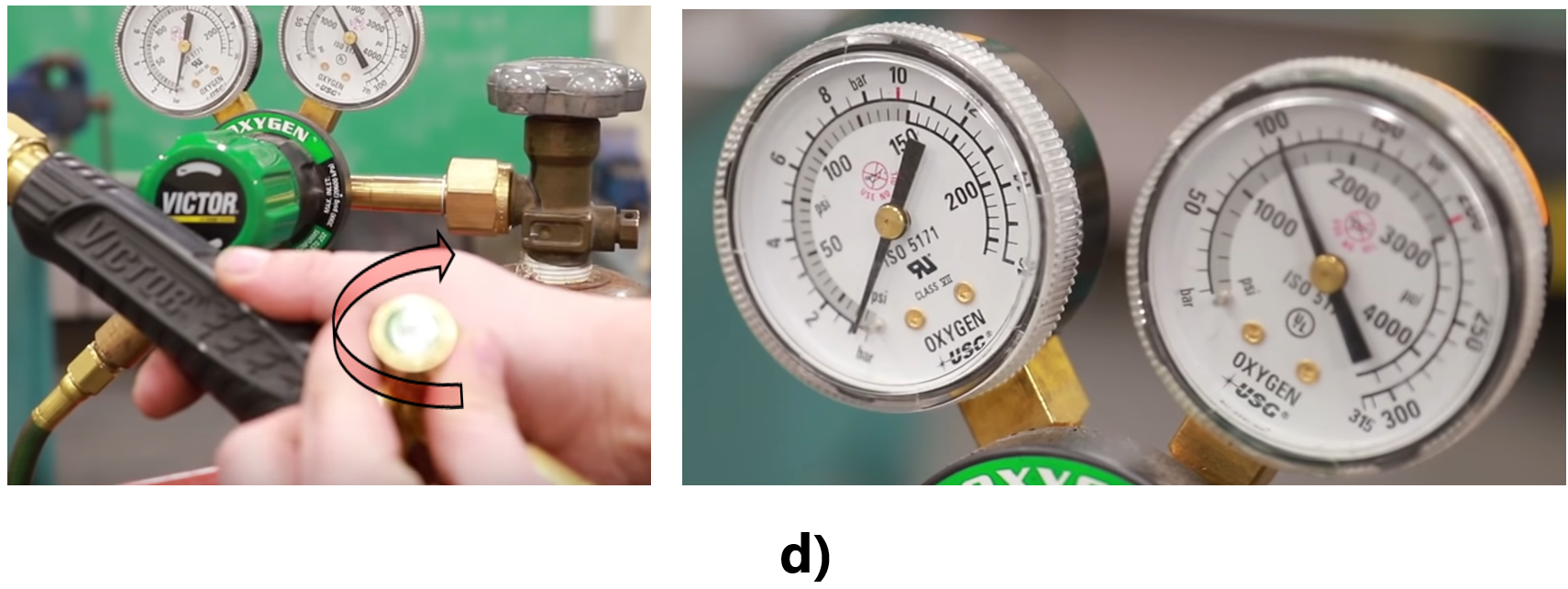
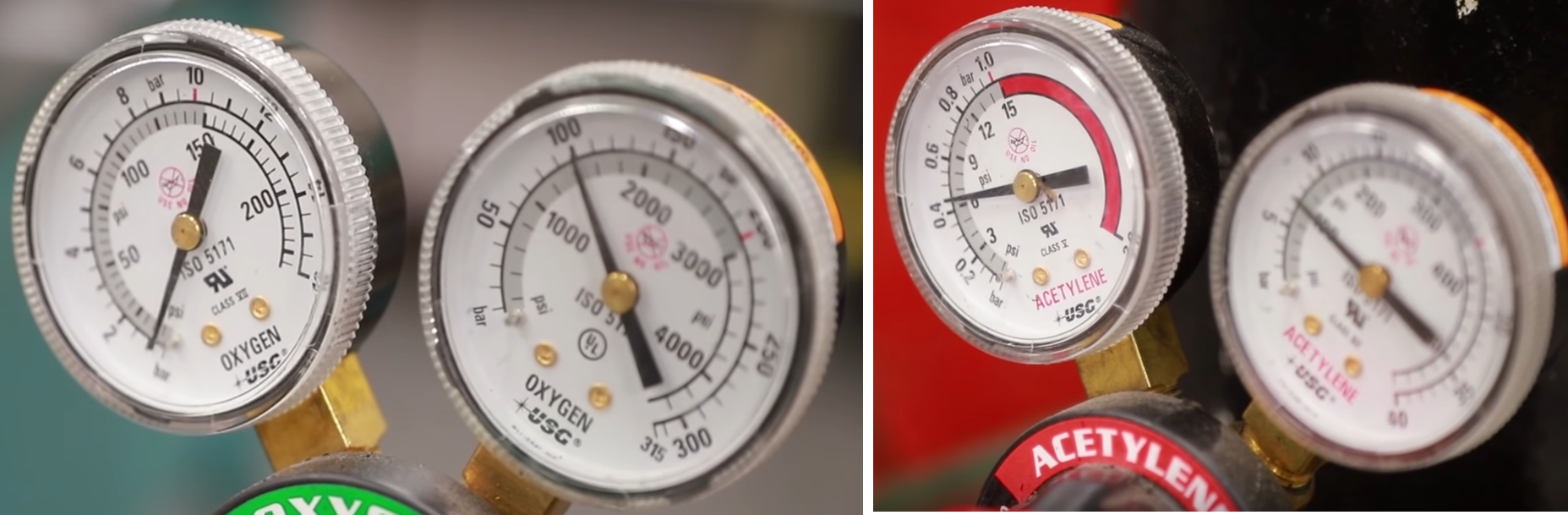
Namješteni radni tlakovi na redukcijskim ventilima boca za (lijevo), kisik i (desno), acetilen:
Domaća zadaća !
Pitanja za usmenu provjeru obrađenog gradiva !
4.

D) Podešavanje plamena za zavarivanje
Plamen za zavarivanje regulira se na mlaznici, pri čemu se acetilen i kisik miješaju u određenom omjeru.
Zona zavarivanja se nalazi od 2 – 5 mm ispred jezgre plamena , tj. na mjestu gdje je najveća temperatura plamena od ≈ 3200 °C.
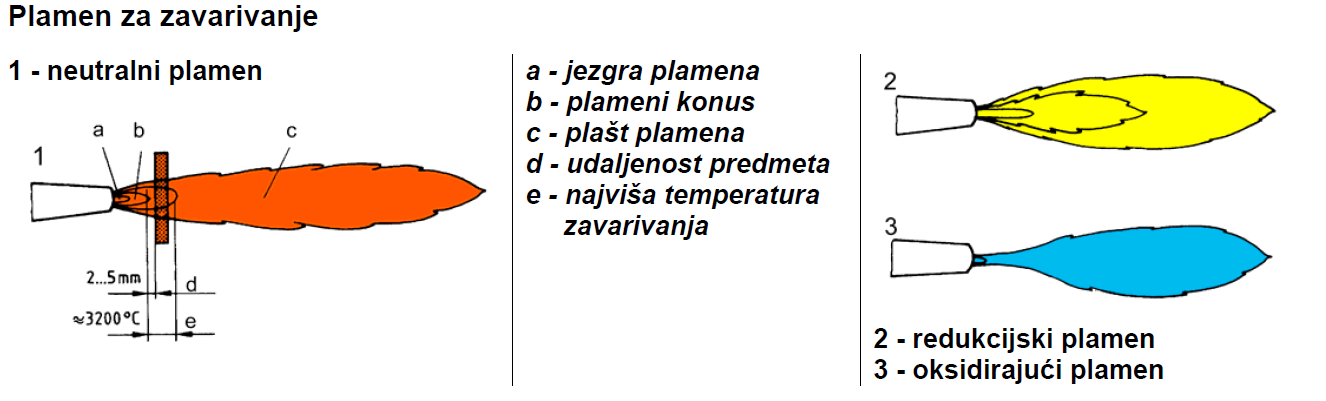
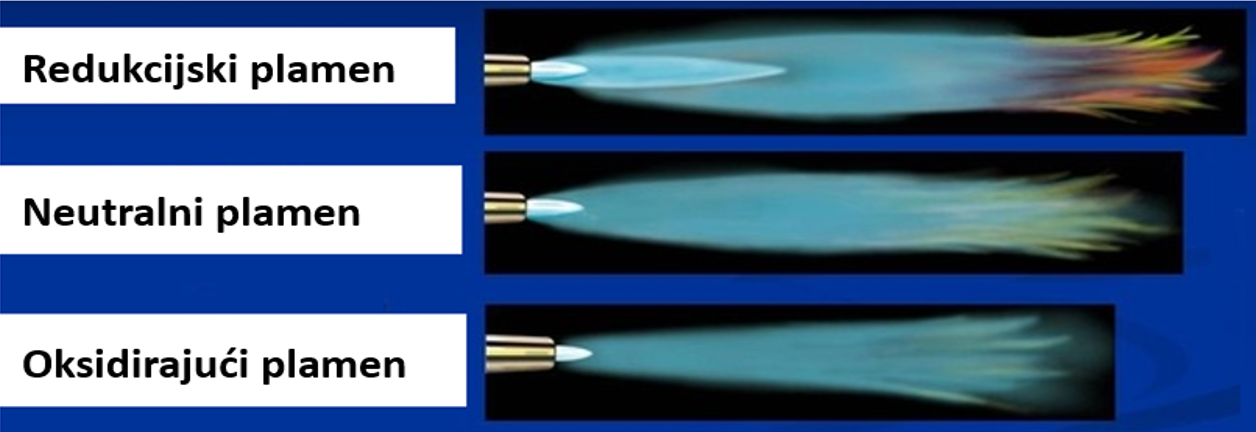
Prilikom izgaranja gorivih smjesa, na plameniku se mogu pojaviti tri vrste plamenova: redukcijski plamen, neutralni plamen oksidirajući plamen.






Domaća zadaća !
Pitanja za usmenu provjeru obrađenog gradiva !

5.
E) Dodatni materijal za plinsko zavarivanje i navarivanje
Pod dodatnim materijalom, u plinskom zavarivanju podrazumjevamo:
a) žice za zavarivanje,
b) praškove i paste za zavarivanje.
a) žica za zavarivanje
Žica za zavarivanje i navarivanje koristi se kao dodatni materijal pri zavarivanju i navarivanju.
Svojstva žice moraju biti ista ili slična svojstvu materijala koji se zavaruju.
# Za zavarivanje materijala na bazi željeza:
- Za zavarivanje mekog čelika koriste se šipke od mekog čelika promjera od 1 – 8 mm i duljine 500 – 1000 mm.
- Za zavarivanje limova do debljine 5 mm koriste se šipke čiji je promjer jednake debljine debljini lima.
- Za zavarivanje čelika koriste se šipke presvučene bakrenim prevlakama, zbog sprječavanja korozije.
- Za zavarivanje lijevanog željeza koriste se žice od lijevanog željeza sa povećanim udjelom ugljika i silicija.
# Za zavarivanje obojenih materijala i njihovih legura:
- Za bakar koriste se žice koje imaju najmanje 98 % Cu i do 0,5 – 1,5% Sn ili do 1,2% Ag.
- Za mjed i bronca koriste se žice od legura bakra i kositra – za broncu, ili specijalne žice – za mjed.
- Za aluminijeve koriste se žice od čistog aluminija a za zavarivanje aluminijevih legura koriste se žice koje pripadaju tom tipu legure.
b) praškovi i paste za zavarivanje
Praškovi i paste imaju zadatak očistiti oksidirani sloj sa površine koja se zavaruje i sprječavaju ponovnu oksidaciju.
- Meki čelik i čelični lijev zavaruju se bez praška.
- Specijalni čelici, lijevano željezo, bakar i legure bakra, aluminij i njegove legure zavaruju se uz upotrebu praška i paste.
Izbor praška i paste za zavarivanje ovisi o vrsti materijala koji se zavaruje, a mogu se koristiti:
- boraks,
- vodeno staklo,
- borna kiselina,
- silicijev dioksid.
Paste se nanose četkom tako da se premažu bridovi pripremljenih utora i žica za zavarivanje.
Domaća zadaća !
Pitanja za usmenu provjeru obrađenog gradiva !
6.
F) Održavanje opreme za plinsko zavarivanje
1. REDUKCIJSKI VENTILI

Održavanje:
- provjeriti ulazni priključak na propuštanje,
- provjeriti ispravnost manometra
- okrenuti ručicu ventila na plameniku, nakon otvaranja plinskog ventila i provjeriti da tlak povremeno raste
Zlatna pravila:
- redukcijski ventil nikad ne podmazivati !
- zamjenu redukcijskog ventila nakon više od 5 godina uporabe, čak i ako ispravno radi !
2. CIJEVI

Održavanje:
Provjeriti čitavom dužinom cijevi tako da ju savijate i na taj način provjerite da li je u dobrom stanju. Provjerite da li ima pukotina, rupa ili ispupčenja.
Zlatna pravila:
- cijevi treba zamijeniti nakon tri godine intezivne uporabe, u protivnom jednom u pet godina.
3. BRZE SPOJNICE

Održavanje:
- provjeriti da li su spojevi dobro pričvršćeni
- provjeriti nepropusnost pri uporabi, prvo kod osiguranog spoja, a zatim kod rastavljivog.
Zlatna pravila:
- zamijeniti u slučaju nezgode (drobljenja, oštećenja) ili u slučaju kvara (propuštanja, gubljenja pritiska).
4. NEPOVRATNI VENTILI


Održavanje:
Nepovratni ventili su dijelovi od iznimno velike važnosti. Sprječavaju povratak plamena i mješavine plinova u slučaju kvara plamenika. Ugrađuju se na rukohvate (držke plamenika) i na redukcijski ventil.
Potrebno je obratiti pozornost na strelice koje pokazuju protok plina.
Zlatna pravila:
- uvijek zamijeniti u slučaju povrata plamena ili kvara
- preporučuje se zamjena nepovratnih ventila nakon ne više od tri godine uporabe, čak i ako su ventili u dobrom stanju.
5. PLAMENICI

Održavanje:
- provjeriti priključak za plin i kisik
- provjerite nepropusnost ventila
- provjerite da su sapnice (dizne) u dobrom stanju i da ne propuštaju.
Zlatna pravila:
- preporučuje se zamjena plamenika nakon ne više od tri godine korištenja, čak i ako je još ispravan.
Domaća zadaća !
Pitanja za usmenu provjeru obrađenog gradiva !
Održavanje opreme za plinsko zavarivanje
7.
G) Izvođenje plinskog zavarivanja

Dijelove koje zavarujemo treba pripremiti i postaviti tako da između njih ostane razmak koji će ispuniti dodatni rastaljeni materijal.
Kod tankih limova (do 1 mm) zavarivanje se izvodi presavijanjem na krajevima uzduž šava, pa se zavarivanje tankih limova vrši bez dodatka žice.
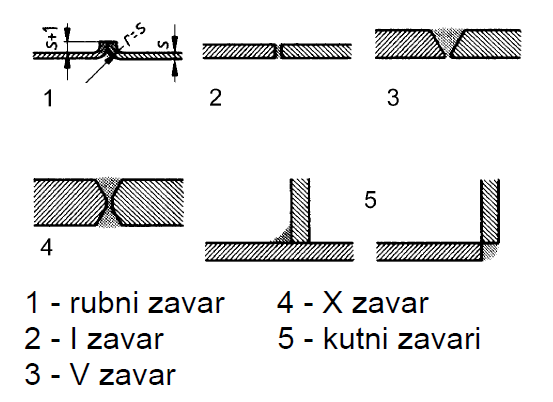
Limovi debljine do 5 mm obično se obrade samo pod pravim kutom (I – zavar).
Vrste zavara:


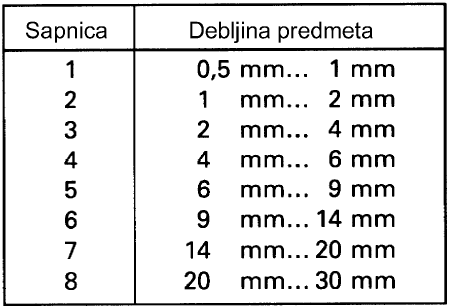
Treba izabrati sapnicu plamenika koji može ispustiti smjesu acetilena i kisika, koja može potpuno rastaliti osnovni materijal i dodatni materijal (žicu).
Izbor plamenika:

Izbor žice:
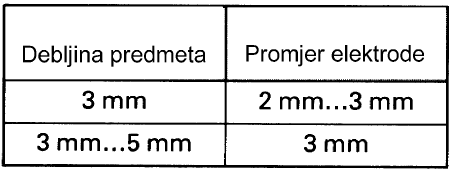
Za materijale koji se zavaruju, na tržištu postoje, i trebaju se koristiti odgovarajući metali za dodavanje, čiji sastav odgovara sastavu i svojstvima osnovnog materijala. Osim odgovarajućih svojstava dodatnog materijala, promjer šipki (žice) također vršimo u ovisnosti o debljini materijala koji zavarujemo.

Nelegirana žica za plinsko zavarivanje čelika namijenjena za zavarivanje limova, cijevi i drugih profila za normalna opterećenja. Zavar je homogen i mekan, te dobre mehaničke obradivosti.
Promjer : 5,0 mm, dužina : 700mm, paket : 1kg

Žice za plinsko zavarivanje mesinga.
Promjer 2.0, 2.5 i 3.0 mm

A – provjeriti da li u bocama ima dovoljno kisika i acetilena za predviđeni posao.
B – provjeriti ispravnost rada nepovratnog ventila (osigurača povratnog plamena).
C – Provjeriti ispravnost elemenata instalacije (crijeva, ventili), kao i nekontrolirano ispuštanje plinova.
D – Provjeriti je li radno mjesto opremljeno svim potrebnim alatom i priborom, koji je potreban prije, u tijeku i poslije zavarivanja (četke, stezači, kliješta)
E – Provjeriti opremljenost osobnim zaštitnim sredstvima (pregača, rukavice, maska, naočale …)

Kvaliteta zavarenog spoja u velikoj mjeri zavisi od pravilnog vođenja plamenika i žice za dodavanje.
- Vođenje plamenika se vrši što mirnije i u što ravnomjernijem razmaku u odnosu na predmet koji zavarujemo.
- Pomjeranja plamenika započima neposredno pred postizanje temperature taljenja.
- Položaj plamenika u odnosu na predmet zavisi od debljine predmeta koji zavarujemo, tako da predmet dobije što veću količinu topline.
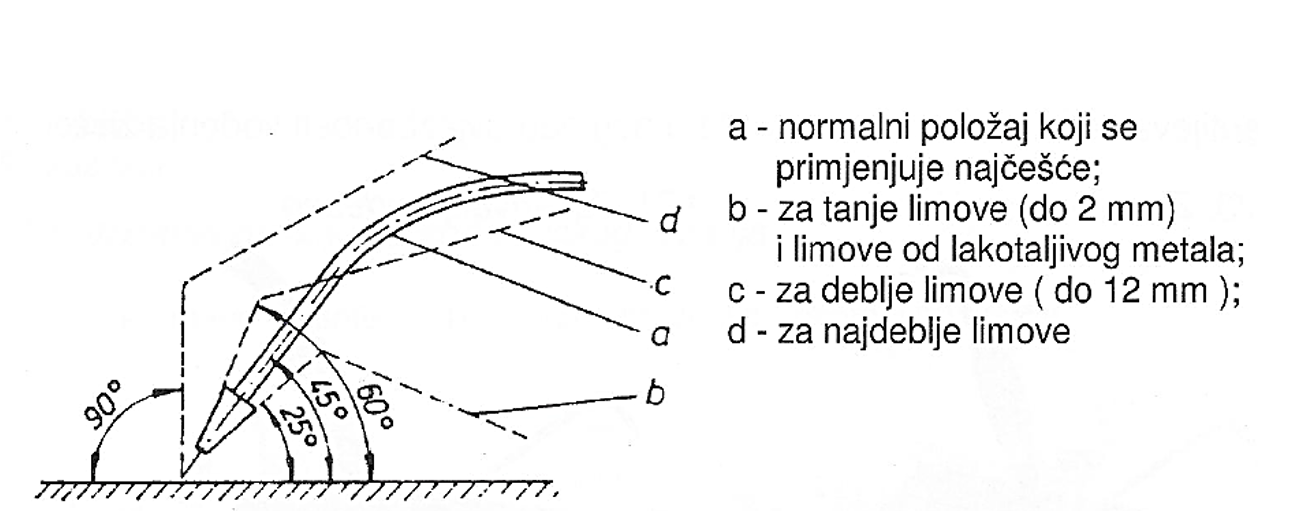

Prema smjeru gibanja za vrijeme rada zavarivanje može biti u lijevo i u desno gledano od strane zavarivača.


Domaća zadaća !
Pitanja za usmenu provjeru obrađenog gradiva !

8.
Za one koji žele znati više o opremi za plinsko zavarivanje: