Tehnologija obrade i spajanja
1. godina obrazovanja
Instalater kućnih instalacija
Lekcija 8.2.2.

- TIG - postupak zavarivanja
zavarivanje netaljivom volframovom elektrodom u zaštitnoj atmosferi inertnog plina

a) Općenito o TIG postupku zavarivanja
Uređaj, inverter za TIG i MMA zavarivanje Telwin Technology DC 230

Ovaj postupak zavarivanja, poznat je kao TIG ili WIG ili kao GTAW:
- TIG = Tungsten Inert Gas ili
- WIG = Wolfram Inert Gas ili
- GTAW = Gas Tungsten Arc Welding
(Tungsten = eng. volfram, Inert = eng. inertni, Gas = plin)
Prilikom ovog postupka zavarivanja za uspostavljanje električnog luka i dobivanje toplinske energije koristi se volframova netaljiva elektroda, dok se tali osnovni i dodatni metal.
Radno mjesto za TIG postupak zavarivanja:
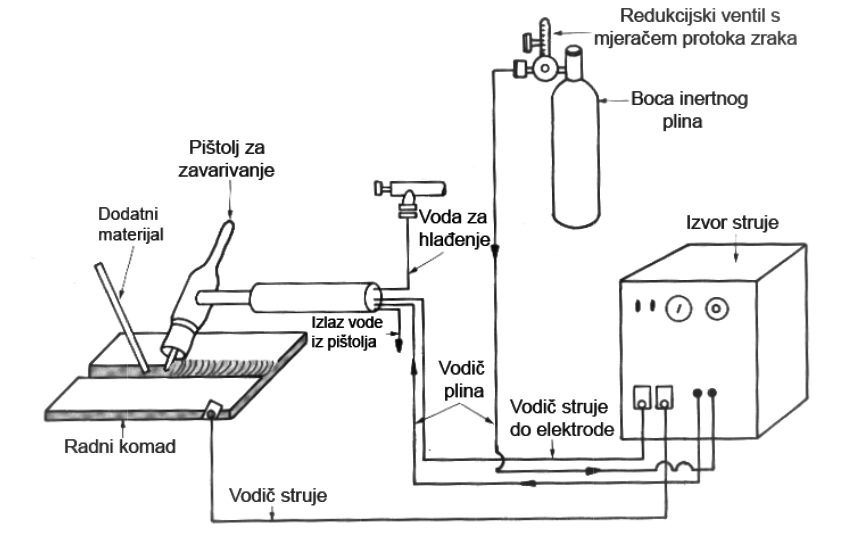
TIG postupak je precizan jer se elektroda ne troši tijekom zavarivanja a dodatni materijal se po potrebi dodaje u kupku rastaljenog materijala.
Na mjesto taljenja metala dovodi se zaštitni plin argon (Ar), tako da se zavarivanje izvodi u zaštitnoj atmosferi. Obzirom da se najčešće koristi Argon kao zaštitni plin ovaj postupak kod nas još često nazivaju kao Argonsko zavarivanje.
Vrh držača zavarivačkog pištolja:

- Izvori struje za TIG zavarivanje
Izvor struje ima padajuću karakteristiku kao kod REL postupka zavarivanja. Zbog toga većina novih strojeva ima mogućnost TIG i REL zavarivanja.
Izvori struje za TIG zavarivanje mogu biti:
- za standardno TIG zavarivanje
- za impulsno TIG zavarivanje.
Prednosti impulsnog zavarivanja su :
- stabilniji električni luk (ako se dobro odrede parametri )
- precizna kontrola penetracije smanjenje veličine taline zavara smanjenje unosa topline u radni komad, a time i smanjenje deformacija.
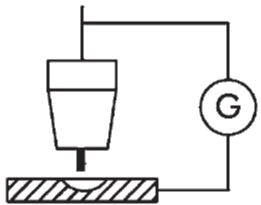
- Uspostavljanje električnog luka kod TIG zavarivanja
Luk se uspostavlja uz dodir volframove elektrode i radnog komada (lošija opcija) i bez dodira volfram elektrode i radnog komada:
- dodirivanjem volframove elektrode s radnim komadom tzv. "kresanje" (Koristi se kod starijih strojeva koji nemaju VF-generator, postoji mogućnost oštećivanja volframove elektrode i kontaminacija radnog komada).

a) Približavanje netaljive elektrode materijalu
b) Prislanjanje netaljive elektrode na radni komad

c) Uspostava luka i odmicanje netaljive elektrode
- uz pomoć visokofrekventnog generatora (VF-generator)- koji služi za uspostavljanje električnog luka bez dodira voframove elektrode sa radnim komadom.

a) Približavanje netaljive elektrode materijalu

b) Približavanje netaljive elektrode materijalu do udaljenosti ≈ 1 x Øde


c) Uspostava el. luka

Nakon uspostavljanja električnog luka između netaljive volframove elektrode i radnog komada, tj. priključaka na polove električne struje, proces zavarivanja se odvija s ili bez dodavanja dodatnog materijala (žice) u električni luk. Nakon toga slijedi zavarivanje i formiranje zavarenog spoja.

Početak procesa zavarivanja

Proces zavarivanja u tijeku

Izgled zavara vodoravnog T- spoja
1.

- Vrste električne struje u primjeni sa izvorima za TIG zavarivanje
- DC - istosmjerna struja se uglavnom koristi za zavarivanje "crnih" čelika, nehrđajućih čelika, legura bakra, itd.
- AC - izmjenična struja se koristi uglavnom za zavarivanje aluminija i magnezija.
- istosmjerna struja je vrsta električne struje gdje ne dolazi do promjene smjera toka elektrona u jedinici vremena
- izmjenična struja je vrsta električne struje gdje dolazi do promjene smjera toka elektrona u jedinici vremena
Istosmjernom strujom se može zavarivati, ovisno o načinu spajanja tako da elektrodu spojimo na negativni pol uređaja (DCEN) ili tako da elektrodu spojim na pozitivan pol uređaja (DCEP).

DCEN - je spoj na istosmjernu struju, s elektrodom na negativnom polu uređaja za zavarivanje.
- kretanje elektrona je sa elektrode (-), prema osnovnom materijalu (+),
- mogućnost zavarivanja s manjim promjerima volframove netaljive elektrode,
- potrebna je velika jakost struje,
- može se koristiti šiljasti vrh netaljive elektrode, koji omogućuje veću stabilnost luka.
DCEN spoj je namijenjen za zavarivanje: čelika, čeličnih lijevova, bakra i bakrenih legura (koje u sastavu ne sadrže aluminij).

DCEP - je spoj na istosmjernu struju, s elektrodom na pozitivnom polu uređaja za zavarivanje
- kretanje elektrona s osnovnog materijala (-), prema elektrodi (+),
- veliko toplinsko opterećenje elektrode, pa su potrebne netaljive elektrode većeg promjera,
- manje vrijednosti jakosti struje zavarivanja,
- manja penetracija zavarenog spoja
- stabilnost luka je manja, jer vrh elektrode treba biti zaobljen
- DCEP omogućava razaranje tankih površinskih oksida, pa je moguće zavarivati aluminij, magnezij i njegove legure
- Gorionici za TIG zavarivanje
Osnovna podjela gorionika:
- Zrakom hlađeni gorionici za ručno zavarivanje - koriste se za manje jakosti struje i manju interminenciju (najčešće do 200A).
- Vodom hlađeni gorionici za ručno zavarivanje - koriste se za veće jakosti struje i veću interminenciju (uglavnom od 200 do 600A ).
- Vodom hlađeni gorionici za strojno (automatsko) zavarivanje

(1, 2, 3) - kapa gorionika
(4) - volfram elektroda
(5, 9) - vodilica volfram elektrode
(6, 10) - raspršivač plina
(7, 8, 11, 12) - keramičke sapnice za plin
(13) - držač za ruku (na/u njemu se nalaze: prekidač, provodnici plina, rashladnog sredstva)


- Volframove elektrode
Volframova elektroda služi kao provodnik električne struje sa polikabela na radni komad. Talište volframa je na 3422 °C.
Elektrode se izrađuju iz:
- čistog volframa
- volfram sa dodacima torijevog oksida (ThO2)
- volfram sa dodacima cirkonijeva oksida (Zr O2)
- volfram sa dodacima lantanova oksida (La O2)
- volfram sa dodacima cerijeva oksida (Ce O2)
Označavanje volframovih elektroda:
Specifikacije nekih volframovih elektroda:








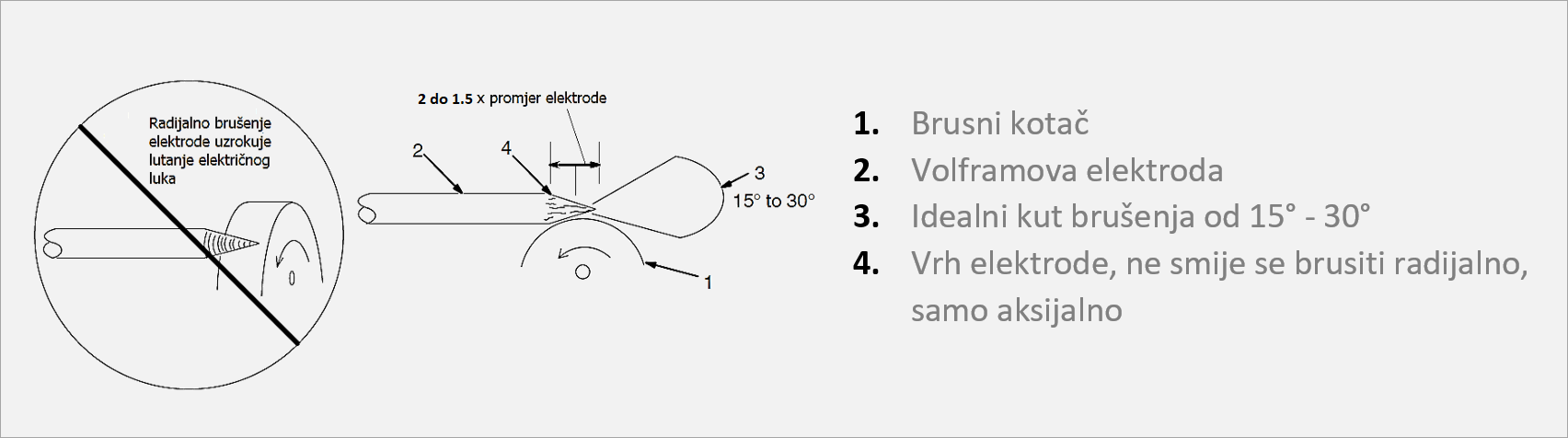
Brušenje vrha volframovih elektroda:
- pravilno u smjeru osi volframove elektrode (daje stabilan luk)
- nepravilno u smjeru okomitom na os volframove elektrode

2.
- Primjena TIG postupka kod zavarivanja različitih vrsta materijala
TIG postupak se također široko primjenjuje: kod proizvodnih zavarivanja, navarivanja i reparaturnog zavarivanja aluminijskih legura i drugih nehrđajućih materijala i legura.
TIG postupak se uglavnom uspoređuje sa MIG i plazma postupkom zavarivanja. Primjenjuje se za zavarivanje limova i cijevi debljine do 6 mm. TIG postupak je izvorno ručni postupak. Koristi se i kao automatski i robotizirani postupak zavarivanja, ali je primjena tih uređaja kompleksnija i skuplja.
Prednosti i nedostatci TIG postupka zavarivanja:
Prednosti:
- kvaliteta zavarenog spoja vrlo visoka (kako u pogledu broja grešaka u zavarenom spoju, tako i sa stajališta estetskog izgleda i mehaničkih svojstava zavara),
- pogodan za reparaturna zavarivanja,
- mogućnost zavarivanja u svim položajima zavarivanja,
- primjenjiv je za sve metale i oblike radnog komada
Nedostatci:
- viša cijena opreme za zavarivanje (uređaja za zavarivanje) u odnosu na MIG postupak zavarivanja,
- kvaliteta zavara uvelike ovisi o vještini zavarivača ,
- manje pogodan za automatizaciju i robotizaciju,
- vrijeme za izobrazbu dobrog zavarivača je dugo,
- manja učinkovitost (kg depozita/h) u odnosu na MIG i plazma zavarivanje, neekonomičan za zavarivanje materijala veće debljine od 6 mm,
- dolazi do jakog bljeskanja pri zavarivanju, potrebna dobra ventilacija prostora,
- dugotrajni rad može ostaviti štetne posljedice na zdravlju zavarivača (reuma, oštećenja dišnog sustava...),
- visoka cijena zaštitnog plina i otežan rad na otvorenome,
- visoki zahtjevi s obzirom na kvalitetu obrade i čistoću u pripremi spoja.
- TIG postupak zavarivanja konstrukcijskih čelika
Zavari konstrukcijskih čelika TIG postupkom mogu se izvesti jako kvalitetno. Zbog sporosti postupka koristi se uglavnom zavarivanje tankih limova i cijevi za zavarivanje korijenskoga prolaza na debljim materijalima.

Čelična cijev zavarena TIG postupkom
Koriste se torirne voframove elektrode sa zašiljenim vrhom te promjerom ovisno o korištenoj struji zavarivanja.
Primjenjuje se DC struja, volfram elektroda na minus polu. Dvije trećine topline električnog luka se prenosi na pozitivni pol (radni komad) dok se jedna trećina topline razvija na minus polu (elektrodi). Elektroda na plus polu bi se pregrijavala.

Položaj gorionika i materijala za dodavanje u odnosu na radni komad
Priprema spoja:
- I - zavar do 4 mm bez zračnosti,
- V - zavar od 4-10 mm (sa zračnošću između rubpva).
- Pripremljeni spoj mora biti bez nečistoća i masnoća.
- Položaj gorionika bi trebao biti oko 45° u odnosu na radni komad, a materijala za dodavanje oko 15° u odnosu na radni komad
- TIG postupak zavarivanja aluminija i njegovih legura

Formiranje (Al2O3) uslijed izloženosti atmosferi (kisiku iz zraka).
- kod zavarivanja aluminija najveći problem je njegova sklonost oksidaciji odnosno stvaranju aluminijeva oksida (Al2O3) na površini aluminija koji se nakon čišćenja brzo ponovno stvara te ometa spajanje taline osnovnog i dodatnog materijala. Al2O3 ima visoku točku tališta (2050 °C) za razliku od legura aluminija (520-660°C) te veću specifičnu težinu pa se teško tali i lako uključuje u talinu zavara.
Procesi pri zavarivanju aluminija

1. Ciklus elektropozitivni polaritet (EP).

2. Ciklus elektronegativni polaritet (EN).
- primjenjuje se AC struja za zavarivanje koja najuspješnije razara površinski sloj oksida [ (+) pol razbija kožicu, a (-) pol hladi elektrodu ].
- Kod zavarivanja izmjeničnom strujom dolazi do konstantne promjene polaritete, pa za vrijeme trajanja elektro pozitivnog (EP) ciklusa, dolazi do čišćenja aluminijeva oksida, a za vrijeme elektronegativnog ciklusa (EN), dolazi do taljenja aluminija.

Zaobljeni vrh elektrode za zavarivanje aluminija.
- Volframova elektroda mora imati zaobljen vrh i koristi se cirkonirana elektroda ili čisti volfram (ne preporuča se), a najbolje rezultate daje 2% latanova oksida jer daje najstabilniji električni luk.
- TIG postupak zavarivanja je visoko kvalitetan postupak koji ima puno prednosti pred ostalim postupcima ali ga njegova sporost, mali depozit i viša cijena opreme sprečava da se koristi u puno većoj mjeri. Ali pojeftinjenjem elektroničkih komponenti i robotiziranom proizvodnjom cijene opreme su sve pristupačnije i može se primijetiti sve veća upotreba TIG postupka zavarivanja.
- Svugdje gdje postoje zahtjevi za visokom kvalitetom spoja, estetikom zavara ili gdje su potrebna specijalna zavarivanja TIG postupak ima dobru i opravdanu prednost ( npr. prehrambena industrija - cjevovodi ).
3.

PITANJA ZA PONAVLJANJE - DOMAĆA ZADAĆA
Naputak za rješavanje. Prepiši pitanje u bilježnicu a zatim odgovori na njega.

TIG postupak zavarivanja:

1.

3.

2.

4.