Tehnologija obrade i spajanja
1. godina obrazovanja
Instalater kućnih instalacija
Lekcija 8.2.1.

- Izvođenje REL postupka zavarivanja
s obloženom elektrodom

Pravila rada
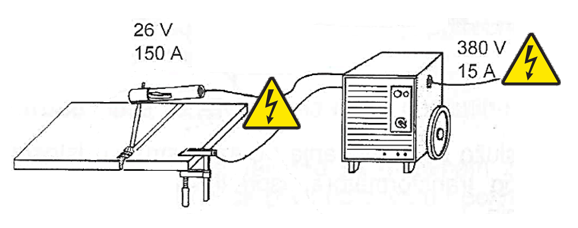
- Kod elektrolučnog zavarivanja glavni izvor opasnosti je udar električne struje, kako na primarnoj ili mrežnoj strani gdje se uređaj priključuje na električnu mrežu, tako i na strani na kojoj se izvodi zavarivanje.

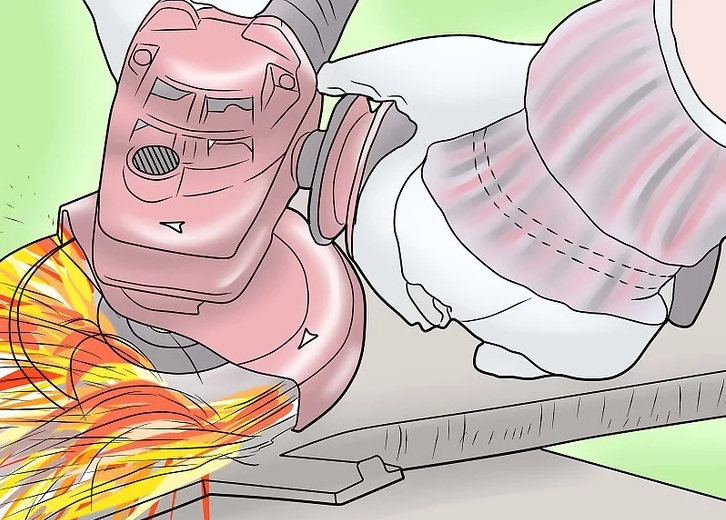
- Pri elektrolučnom zavarivanju postoje opasnosti i od opeklina prilikom prskanja rastaljenog metala ili dodira sa ugrijanim predmetom, kao i zračenja ultraljubičastih i ultracrvenih zraka, od plinova i pare.
a) Priprema predmeta
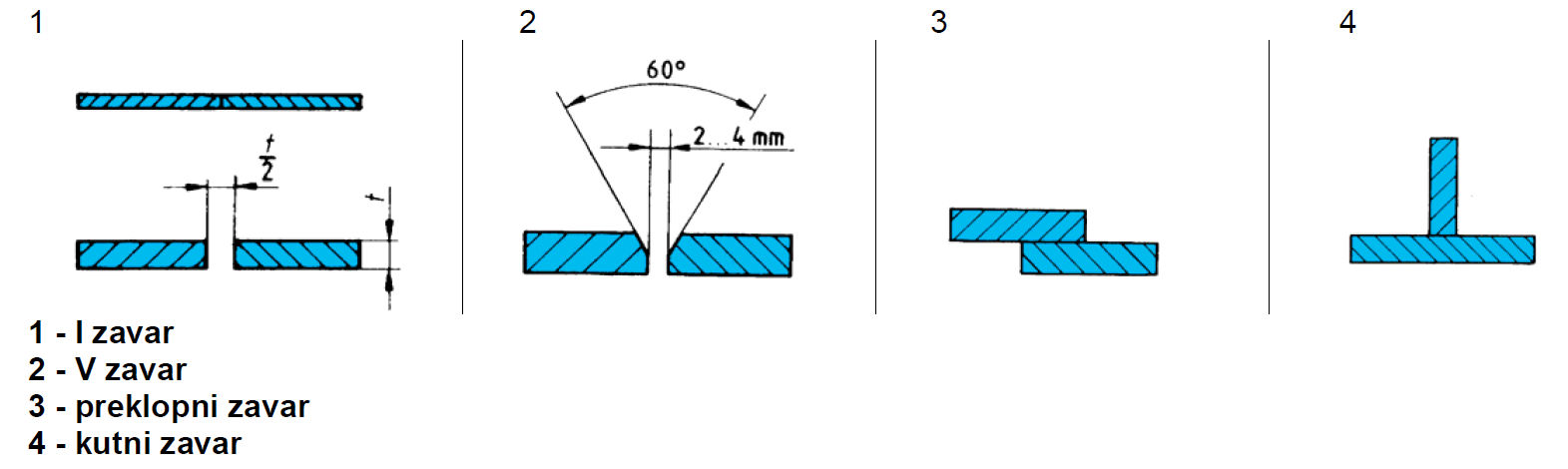
- Pod pripremom predmeta se podrazumijeva obrada bridova koji se spajaju i njihovo međusobno pozicioniranje.
- Način pripreme bridova zavisi od vrste spoja i od debljine predmeta.
- Primjeri jednostavne pripreme predmeta u ovisnosti od debljine predmeta za zavarivanje u vodoravnom položaju, prikazani su na sljedećoj slici:
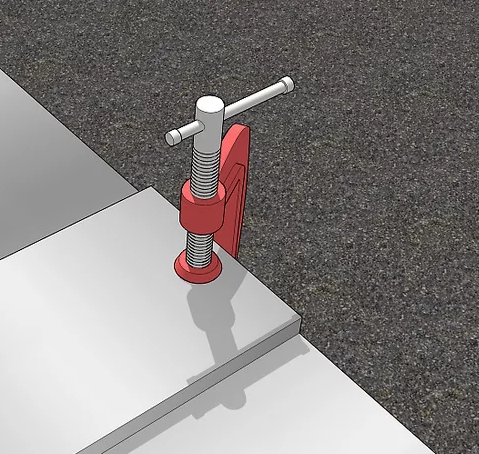
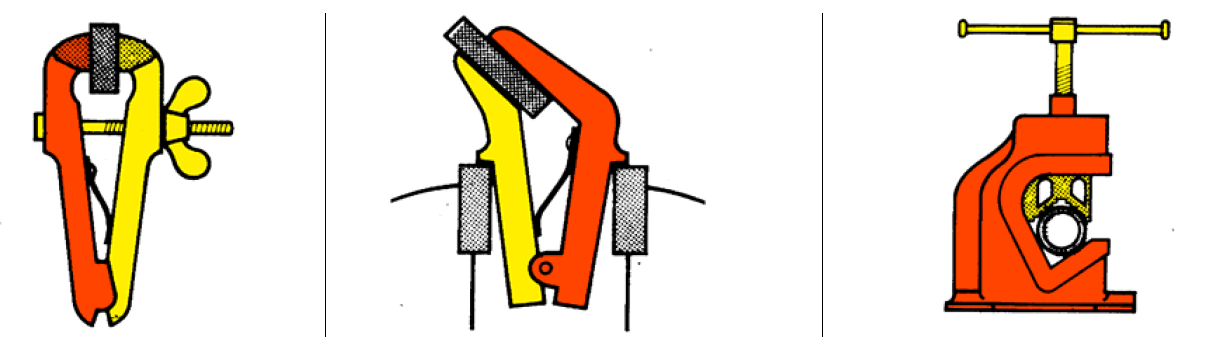
- Predmete pri zavarivanju je potrebno pozicionirati odnosno postaviti u povoljan položaj koji se mora zadržati tijekom zavarivanja. U tu svrhu koriste se razna pomoćna sredstva: stezači, šape, magnetne ploče, itd.
b) Izbor elektrode
Pri izboru elektrode postoje više faktora koje treba uzeti u obzir, a to su:

"Elektroda Zagreb" d.d.
- svojstva osnovnog materijala,
- debljina predmeta koji želimo zavarivati,
- vrsta uređaja za zavarivanje,
- položaj zavarivanja,
- oblik zavara,
- stupanj opterećenja ...
Pri radu je potrebno držati se uputa koje su dali proizvođači elektroda.
Pogledajmo na internet stranici specifikacije nekih elektroda, našeg domaćeg proizvođača "Elektroda Zagreb" d.d.: https://www.ezg.hr/
Promjeri elektroda se kreću od 1 - 6 mm.
c) Izbor jakosti struje zavarivanja
Jakost struje zavarivanja podešavamo pomoću promjenjivog otpornika na kontrolnoj ploči uređaja. Kabel sa stezaljkom je potrebno spojiti na (-) pol uređaja, a drugi kraj stezaljkom na materijal koji želimo zavarivati. Elektrodu pak spajamo u (+) pol uređaja za zavarivanje. Ovakav način spajanja se kratko zove DCEP spoj (Direct Curent Elecrode Positve):


Jakost struje zavarivanja koju treba odabrati ovisi o: vrsti obloge elektrode, a približni podatci s mogu pronaći u tablici, a ako nemamo tablicu pri ruci, možemo se poslužiti i formulom koja će nam omogućiti izračun potrebne struje zavarivanja:


Treba imati na umu da promjer elektrode (de), mora biti približno jednak debljini materijala koji zavarujemo.
- Mala jakost struje zavarivanja uvjetuje sporo taljenje osnovnog materijala, pa elektroda ne zavaruje već lijepi.
- Velika struja zavarivanja dovodi do brzog taljenja osnovnog materijala, pri čemu može doći pregorjevanja materijal i nastanka rupa u zavaru.

Mala struja zavarivanja - lijepljenje elektrode za odnvni materijal

Velika struja zavarivanja - progorjevanje materijala
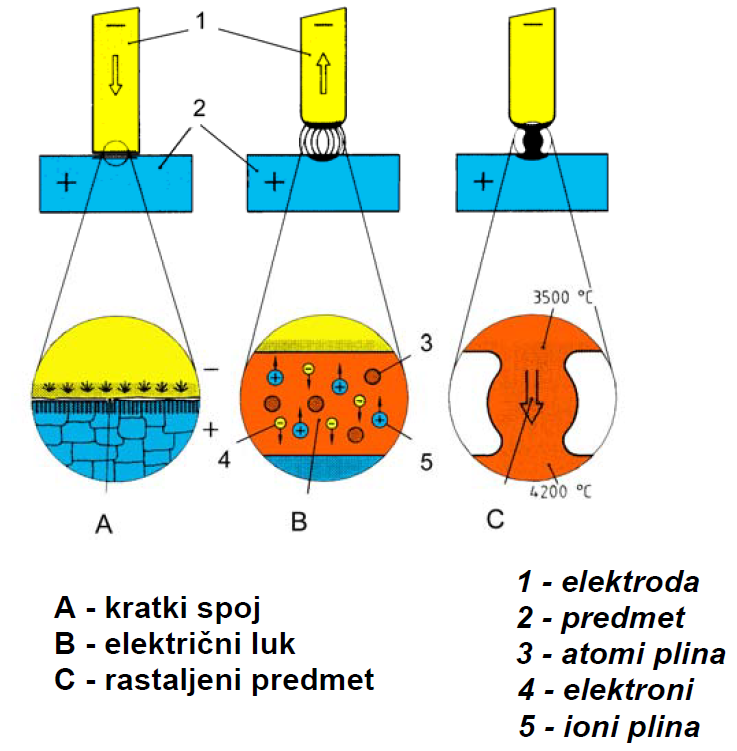
c) Uspostava i održavanje električnog luka
Električni luk se uspostavlja dodirom elektrode o osnovni materijal. Električni luk razvija visoke temperatura, koje na pozitivnom polu (predmetu) iznose 4200 °C, a na negativnom polu (elektrodi) iznose 3500 °C.
Uspostavljanje električnog luka:

Duljina električnog luka ovisi o tipu elektrode koja se koristi. Pri radu sa golim elektrodama i elektrodama s tankim i srednjim oblogama, duljina luka jednaka je promjeru elektrode.
Nagib elektrode pri zavarivanju ovisi o tehnici rada, a treba nastojati da elektroda bude što okomitija (oko 80°).
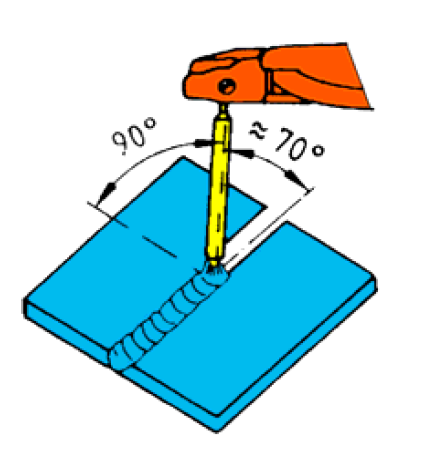
Optimalan nagib elektrode.
1.

Vježba MMA zavarivanje:

PITANJA ZA PONAVLJANJE - DOMAĆA ZADAĆA
Prepišite pitanja i bilježnicu i odgovorite na njih.

Izvođenje ručnog elektrolučnog zavarivanja:
Preuzmi podlogu za predavanje [Lekcija 8.2.1.]