Tehnologija obrade i spajanja
1. godina obrazovanja
Instalater kućnih instalacija
Lekcija 8.2.
2.1.2. TIG - postupak zavarivanja

Eelektrolučno zavarivanje netaljivom elektrodom u zaštitnoj atmosferi inertnog plina (TIG ili WIG ili GTAW)

Ovaj postupak zavarivanja, poznat je kao TIG ili Wig ili kao GTAW:
- TIG = Tungsten Inert Gas ili
- WIG = Wolfram Inert Gas ili
- GTAW = Gas Tungsten Arc Welding
(Tungsten = eng. volfram, Inert = eng. inertni, Gas = plin)
Prilikom ovog postupka zavarivanja za uspostavljanje električnog luka i dobivanje toplinske energije koristi se Volframova netaljiva elektroda, dok se tali osnovni i dodatni metal.
Na mjesto taljenja metala dovodi se zaštitni plin argon (Ar), tako da se zavarivanje izvodi u zaštitnoj atmosferi. Obzirom da se najčešće koristi Argon kao zaštitni plin ovaj postupak kod nas još često nazivaju kao Argonsko zavarivanje.
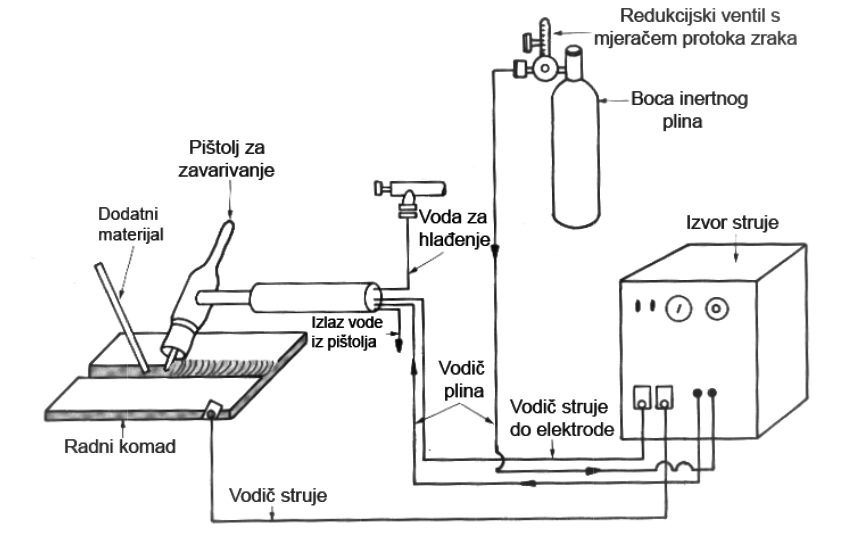
Oprema za TIG zavarivanje

Vrh držača elektrode
Specifičnost ovog postupka je taj da se električni luk održava između netaljive volframove elektrode i osnovnog materijala. Ovakvo zavarivanje može se vršiti taljenjem preklopljenih rubova lima (rubni zavar), ili kod ostalih vrsta zavara uz dodatak dodatnog materijala (šipke, promjera de≤∅ 6 mm).
TIG postupkom zavarivanja moguće je zavarivati sve metalne materijale, ali zbog visoke cijene postupka, s njim se najčešće zavaruju: visokolegirani čelici, obojeni metali (bakar i legure bakra), a naručito, aluminij i njegove legure.
Prednosti i nedostatci TIG postupka zavarivanja

Prednosti postupka

Nedostatci postupka:
- koncentriranost električnog luka, smanjeni ZUT
- nema prskanja, nema troske
- minimalna količina štetnih plinova
- zavarivanje širokog spektra metala i njihovih legura
- mogućnost zavarivanja raznorodnih materijala
- mogućnost izvođenja zavarivanja u svim položajima
- mogućnost zavarivanja pozicija male debljine
- pogodno za izvođenje reparaturnih radova
- pravilno izveden zavareni spoj spada u najkvalitetnije zavarene spojeve izvedene elektrolučnim postupkom
- odličan izgled zavarenog spoja.
- mala brzina zavarivanja
- mali depozit dodatnog materijala
- neekonomičnost u zavarivanju debljih pozicija (iznad 6 mm)
- zahtjeva se precizna priprema zavarenog spoja
- viša cijena opreme za zavarivanje i zaštitnih plinova
- zahtjevnost izvođenja ručnog TIG zavarivanja, duža izobrazba zavarivača
- otežanost izvođenja zavarivanja na otvorenim prostorima
- potreba za prisilnom ventilacijom zraka kod izvođenja zavarivanja u skučenim
Zavarivanje aluminija

Formiranje (Al2O3) uslijed izloženosti atmosferi (kisiku iz zraka).
- Aluminij ima sloj oksida na sebi koji mu omogućuje zaštitu od korozije, ali pravi probleme prilikom zavarivanja.
- Površina aluminija prekrivena je tankim slojem aluminijeva oksida Al2O3 koji je otporan na temperature do ≈ 1982 ℃ (3600 ℉), dok se aluminij bez oksida tali na temperaturi od oko ≈ 650 ℃ (1200 ℉). Sloj se stvara čim površina aluminija dođe u doticaj sa zrakom, tako da ovaj oksid nije moguće jednostavnim odvajanjem čestica odstraniti sa dijelova koje želimo zavarivati.
TIG postupkom, aluminij je moguće zavarivati koristeći izmjeničnu struju zavarivanja (AC = eng. alternating current - izmjenična struja), te se zavarivanje ostvaruje u dva ciklusa, stalnom promjenom polariteta, na sljedeći način:

1. Ciklus elektropozitivni polaritet (EP).
1. Ciklus - elektropozitivni ciklus
Tijekom prvog ciklusa (EP) - elektropozitivnog ciklusa, struja zavarivanja prelazi sa radnog komada, na elektrodu. U tom trenutku dolazi do uklanjanja Al2O3 i stvara čistu površinu koja je spremna za 2. ciklus (zavarivanje).

2. Ciklus elektronegativni polaritet (EN).
2. Ciklus - elektronegativni ciklus
Tijekom (EN) - elektronegativnog ciklusa, struja zavarivanja prelazi sa volframove netaljive elektrode, na prethodno očišćenu površinu aluminija, što omogućuje taljenje aluminija bez oksidacije, te na taj način omogućuje stvaranje lijepog zavara.
1.

Električni luk kod TIG postupka zavarivanja
Uspostavljanje električnog luka se vrši sa i bez dodira volframove elektrode s radnim komadom:
1. Uspostava električnog luka sa dodirom elektrode
- Uspostavljanje električnog luka sa dodirom volframove elektrode i radnim radnog komada, upotrebljava se kod uređaja za zavarivanje istosmjernom strujom koji nemaju u sebi ugrađen uređaj visokofrekventne električne struje.
- Provodi se laganim prislanjanjem, vrha elektrode po površini radnog komada (b). Nakon što se vrh elektrode dotakne s radnim komadom zatvori se strujni krug i poteče električna struja, te se odmicanjem vrha elektrode (c) od radnog komada uspostavi električni luk kroz ionizirani zaštitni plin.

a) Približavanje netaljive elektrode materijalu

b) Prislanjanje netaljive elektrode na radni komad

c) Uspostava luka i odmicanje netaljive elektrode
2. Uspostava električnog luka bez dodira elektrode
- Uspostavljanje električnog luka bez dodira volframove elektrode s radnim komadom. Uglavnom se koristi ovaj način uspostave električnog luka, i to uz pomoću visokofrekventne električne struje (HF).
- Vrh elektrode se prinese blizu površine radnog komada (na visinu približno jednaku jednom promjeru elektrode), te visokonaponska, visokofrekventna struja (HF struja), „preskoči“ razmak između vrha elektrode i radnog komada u vidu izboja iskri i tako stvori električni luk.
a) Približavanje netaljive elektrode materijalu do udaljenosti ≈ 1 x Øde


b) Približavanje netaljive elektrode materijalu do udaljenosti ≈ 1 x Øde


c) Uspostava el. luka
Električni luk kod TIG zavarivanja sastoji se iz anodnog i katodnog područja, te područja stupa električnog luka:


1. Anodno područje električnog luka
Anodno područje električnog luka ili područje plus pola je ispred anode. Male je veličine (≈ 0,01 mm), a sastoji se od oblaka elektrona koji velikom brzinom udaraju na anodu i tu oslobađaju svoju energiju, pri čemu se razvija toplina na anodi (2000 – 5000 K) pri čemu se tali metal.
2. Katodno područje električnog luka
Katodno područje električnog luka ili područje minus pola nalazi se ispred katode. Također je male veličine (≈ 0,01 mm), a sastoji se od oblaka iona koji su privučeni katodom i koji velikom brzinom udaraju na površinu katode, pri čemu se također razvija toplina (manja nego na anodi).
3. Stup električnog luka
Stup električnog luka je najduže područje (3 – 5 mm), ovisno o naponu električnog luka, a nalazi se između anodnog i katodnog područja. Sastoji se od mješavine elektrona, iona, neutralnih atoma i molekula. Uslijed privlačnih sila katode i anode kroz područje stupa električnog luka prolaze elektroni i ioni, te se tako održava električni luk.
Dužina električnog luka

- Dužina električnog luka iznosi približno onoliko koliki je promjer volframove elektrode, tamo gdje je vrh elektrode zaobljen.
- Na elektrodama na kojima je vrh zašiljen dužina električnog luka je manja.
- Temperatura električnog luka kreće se između (2 000 do 5 000 K) 1 730 ℃ do 4 730 ℃ , a u samoj osi plazme temperatura dostiže vrijednosti između (10 000 do 30 000 K) 9 730 ℃ do 19 730 ℃.
2.
Struja zavarivanja kod TIG postupka zavarivanja
Raspodjela topline električnog luka kod TIG zavarivanja ovisi o vrsti struje u električnom luku (i polaritetu elektrode), pa se razlikuju tri slučaja:
1. Istosmjerna struja (DC), elektroda na negativnom polu
2. Istosmjerna struja (DC), elektroda na pozitivnom polu
3. Izmjenična struja (AC)
- istosmjerna struja je vrsta električne struje gdje ne dolazi do promjene smjera toka elektrona u jedinici vremena
- izmjenična struja je vrsta električne struje gdje dolazi do promjene smjera toka elektrona u jedinici vremena
Neke od karakteristika TIG zavarivanja ovisno o vrsti struje i polaritetu:

1. Zavarivanje TIG postupkom istosmjernom strujom s elektrodom na negativnom polu DCEN:

DCEN - je spoj na istosmjernu struju, s elektrodom na negativnom polu uređaja za zavarivanje
Što se postiže DCEN:
- kretanje elektrona je sa elektrode (-), prema osnovnom materijalu (+),
- mogućnost zavarivanja s manjim promjerima volframove netaljive elektrode,
- potrebna je velika jakost struje,
- može se koristiti šiljasti vrh netaljive elektrode, koji omogućuje veću stabilnost luka.
DCEN spoj je namijenjen za zavarivanje: čelika, čeličnih lijevova, bakra i bakrenih legura (koje u sastavu ne sadrže aluminij.
2. Zavarivanje TIG postupkom istosmjernom strujom s elektrodom na pozitivnom polu DCEP:

DCEP - je spoj na istosmjernu struju, s elektrodom na pozitivnom polu uređaja za zavarivanje
Što se postiže DCEP:
- kretanje elektrona s osnovnog materijala (-), prema elektrodi (+),
- veliko toplinsko opterećenje elektrode, pa su potrebne netaljive elektrode većeg promjera,
- manje vrijednosti jakosti struje zavarivanja,
- manja penetracija zavarenog spoja
- stabilnost luka je manja, jer vrh elektrode treba biti zaobljen
- DCEP omogućava razaranje tankih površinskih oksida, pa je moguće zavarivati aluminij, magnezij i njegove legure
3. Zavarivanje TIG postupkom izmjeničnom strujom zavarivanja
Zavarivanje TIG postupkom izmjeničnom strujom omogućava:
- dobro čišćenje oksidnih slojeva (moguće je zavarivanje aluminija, magnezija i njihovih legura),
- dobru penetraciju zavara.
3.
Oprema za TIG zavarivanje

Glavnu opremu za TIG postupak zavarivanja čine:
1. Izvor struje,
2. Pištolj za zavarivanje,
3. Sapnica za zaštitni plin,
4. Rashladni uređaj,
5. Sustav za dovod plina,
6. Netaljive elektrode
7. Zaštitni plinovi
- Izvor struje
Izvor struje za zavarivanje je električni uređaj koji daje na mjestu zavarivanja električnu struju s karakteristikama pogodnim za zavarivanje.
Današnji izvori struje su pretežito izvori čija je jakost struje elektronički kontrolirana i u koje su ugrađeni inverteri.

Telwin DC 230 - inverterski uređaj za REL i TIG zavarivanje.
Princip rada invertera je slijedeći:
- Jednofazna, ili trofazna izmjenična struja visokog napona i male jakosti struje se pretvara u istosmjernu struju,
- Nakon toga se ta struja filtrira i pretvara u izmjeničnu preko tranzistorskih pretvarača,
- Transformator smanjuje napon, te povećava jakost struje,
- Istosmjerna struja se formira da bi bila karakteristika pogodnih za zavarivanje, ili pretvara u izmjeničnu struju, ovisno o potrebi,
Uređaji za TIG zavarivanje su uglavnom građeni kombinirano te se koriste kao transformatori
i kao ispravljači.
Intermitencija ili radni ciklus uređaja za zavarivanje je važan parametar uređaja za TIG zavarivanje.
Primjerice, izvor struje koji ima intermitenciju 70 % pri nekoj određenoj jačini struje u trajanju od 10 min može zavarivati 7 min, a preostale 3 min treba ostaviti uređaj za zavarivanje da se ohladi, tj. da radi u praznom hodu (dok je izvor struje ugašen hlađenje ne radi, tj. ventilator se ne okreće, pa ga ne treba gasiti).
Izvor struje koji ima intermitenciju 100 % može biti korišten za zavarivanje cijelo vrijeme, ali pri točno određenoj jačini struje, ne većoj.
- Pištolj za zavarivanje
Pištolji za TIG zavarivanje mogu se podijeliti u dvije skupine:
1. Bez hlađenja rashladnom tekućinom

Gorionik bez hlađenja rashladnom tekućinom
- hladi se samo zrakom,
- namijenjeni su za manje jakosti struje zavarivanja (150 - 200 A),
- imaju kraće vrijeme opterećenja.
2. S hlađenja rashladnom tekućinom

Gorionik s hlađenja rashladnom tekućinom
- rashladna tekućina je voda ili antifriz
- namijenjeni su za veće jakosti struje (< 200 A)
- imaju duža vremenska opterećenja (omogućavaju dulje vrijeme rada)
Osnovni dijelovi pištolja za zavarivanje
Postoje pištolji (gorionici), različitih oblika i dimenzija, ovisno o mjestu na kojem se zavaruje, te pristupačnosti mjesta zavara. Tipičan pištolj za ručno TIG zavarivanje koji se najčešće primjenjuje sastoji se iz:

Osnovni dijelovi pištolja za TIG postupak zavarivanja
-
stezač volframove elektrode sa steznom kontaktnom cjevčicom,
-
volframova netaljiva elektroda uvalči se u (1) i (3),
-
kontaktna cjevčica koja ulazi u stezač (1),
-
keramička sapnica za plin, montira se na držač (5), kroz nju prolazi (1) stezač, s kontaktnom cjevčicom (3) unutar koje se nalazi volframova elektroda (2),
-
držač za ruku - u njemu se završavaju svi provodnici (električne struje za zavarivanje, električni vod za upravljanje, dovod i odvod plina), te se nalazi gumb za uključivanje procesa zavarivanja,
-
zaštitna kapa na volframovoj elektrodi.


Pištolj za TIG postupak zavarivanja, u djelomičnom presjeku
4.
- Netaljive elektrode

Uspostava el. luka , taljenje dodatnog i osnovnog materijala.

Dodavanje dodatnog materijala u rastaljenu kupku
Netaljiva elektroda služi za uspostavu električnog
luka između gorionika i radnog komada, tj, kao
provodnik električne struje. Ne tali se, njezino trošenje
isključivo je povezano za oblikovanjem njezine
geometrije brušenjem, ili eventualno oštećenjima zbog
nepravilne tehnike rada.
Temperatura tališta čistog volframa je 3422 °C.
Prosječni vijek trajanja netaljive elektrode dužine 150 mm iznosi 30 sati. Danas se elektrode legiraju različitim metalima, kako bi se poboljšale radne karakteristike elektrode, a elektrode različitih karakteristika, označene su različitim bojama:

Netaljive, volframove elektrode, različitih boja

Netaljive, volframove elektrode, različitih boja
Elektrode se izrađuju u promjerima 0.5; 1.0; 1.6; 2.4; 3.2; 4.0; 6.4 i 8.0 mm, a duljine najčešće 50, 100 i 175 mm (postoje i manje standardne duljine). Osim pravilnog izbora legirane elektrode, jednako je važna i priprema iste.
Priprema elektrode
Priprema se sastoji od zaobljena ili zašiljenja vrha prilikom čega valja imati na umu da geometrija netaljive elektrode direktno utječe na geometriju električnog luka.
- Zaobljeni vrh elektrode koristi se uglavnom kod zavarivanja Al, Mg i legura.
- Ostali materijali zahtijevaju šiljatu geometriju vrha elektrode (oblik stošca, visina stošca ovisi o zahtjevima geometrije luka).
- Prilikom izrade geometrije elektrode pravilnom tehnologijom brušenja izbjegavaju se nestabilnosti luka ili kontaminacija drugim metalima.
Utjecaj kuta vrha elektrode na električni luk:

Postupak obrade vrha netaljive volframove elektrode:


Video uradak, obrada vrha elektrode bušenjem:
5.
- Sapnice za zaštitne plinove
Sapnice služi za usmjeravanje plina tijekom zavarivanja, a može biti različitih oblika i veličina, ovisno o jakosti struje na mjestu zavarivanja, a načešće korišteni oblici su prikazani na slici a, b i c:

a) konusni oblik sapnice
b) cilindrični oblik sapnice
d) profilirani oblik sapnice

Plinske sapnice različitih veličina
Sapnica može biti izrađena od različitih materijala koji su otporni na visoke temperature:
- vatrootporni minerali,
- keramika (za manje i srednje jakosti struje zavarivanja)
- iz kromiranog bakra hlađene vodom (za veće jakosti struje)
Izbor veličine sapnice određuje se prema promjeru elektrode za zavarivanje, jer što je deblji materijal koji ćemo zavarivati, potreban je veći promjer elektrode i potrebna je jača struja zavarivanja, samim tim potrebna je i veća količina zaštitnog plina, pa je potreban i veći promjer sapnice.
- Kod elektroda manjeg promjera (do promjera 2,4 mm), promjer sapnice mora biti pet 5 do 6 puta veći (1 : 5 - 1 : 6), od promjera elektrode.
- Kod elektroda većeg promjera od 2,4 mm promjer sapnice treba biti približno 4 puta veći ( 1 : 5).

Mrežica za poboljšanje stabilnosti luka
Na kraj otvora sapnice može se montirati mrežica koja poboljšava stabilnost protoka plina i na taj način sprečava turbolentni protok zaštitnog plina. Uz montažu mrežice protok plina je stabilan i na većim udaljenostima od sapnice do radnog komada.
Dugi protok zaštitnog plina omogućuje nam da netaljivu elektrodu više izvučemo van iz pištolja, što omogućava zavarivaču veći pregled nad talinom.
6.
- Sustav za dovod zaštitnog plina
Zaštitni plinovi koji se koriste prilikom TIG zavarivanja su od velike važnosti za odabir parametara zavarivanja i svojstava dobivenog zavara.
Najvažnije funkcije zaštitnog plina prilikom zavarivanja su:
- Zaštita rastaljenog metala od plinova iz atmosfere (kisika, dušika)
- Podržavanje plazme električnog luka
- Povećanje stabilnosti električnog luka
- Utjecaj na oblik i dubinu penetracije zavara
- Utjecaj na estetski izgled samog zavara
- Utjecaj na razinu para prilikom zavarivanja
Zaštitni plinovi koji se koriste kod TIG zavarivanja su:
- Argon (Ar) (najširu primjenu ima u Europi, jer je jeftiniji od Helija),
- Helij (He),
- Vodik (H),
- Dušik (N2)
Argon (Ar)
- Argon je inertni plin (što znači da kemijski ne reagira s vrelom talinom materijala koji zavarujemo).
- Niske je toplinske vodljivosti (ne provodi dobro toplinu - što je u ovom slučaju prednost).
- Omogućava malu dubinu penetracije i manje protaljivanje (smanjuje progorjevanje materijala), što je korisno kod zavarivanja tankih limova.
- Omogućuje dobro paljenje električnog luka i veliku stabilnost električnog luka pri DCEN
- Omogućuje jako dobro čišćenje oksidnog sloja pri zavarivanju izmjeničnom strujom (AC)
- Prilikom zavarivanja u boci se mora nalaziti 99,95 % čisti argon, nečistoća smije biti do 0,05% ali prilikom zavarivanja metala kao što su titan, molibden, tantal, argon mora imati još manje nečistoća, tj. mora biti 99,997% čist.

Oblik električnog luka i izgled zavara prilikom zavarivanja zaštitnim plinom helijem, odnosno argonom
Napon prlikom zavarivanja u zaštitnoj atmosferi helija je znatno veći od napona zavarivanja u zaštitnoj atmosferi argona, kod jednake jakosti struje zavarivanja, što znači da je helij veće toplinske vodljivosti, tj. u zavar može unijeti više topline potrebne za taljenje metala, što je pogodno za zavarivanje debljih materijala koji imaju veću toplinsku vodljivost, ili relativno visoku temperaturu tališta.
Argon se upotrebljava za zavarivanje pri strujama od 50 do 150 A.
7.
Izvođenje TIG postupka zavarivanja
Korak 1. - Odabir elektrode
Ovisno o vrsti materijala koji želimo zavarivati, odabiremo netaljive elektrode različitih boja:

Netaljiva volframova elektroda







Korak 2. - Obrada vrha netaljive elektrode
Jedan kraj netaljive elektrode treba oblikovati tako da ima zašiljeni oblik. Ovo se radi ako je elektroda potpuno nova i ima cilindrični kraj ili ako se je vrh otupio unosom topline prilikom prethodnih izvođenja zavarivanja.
Proizvođači uređaja preporučuju dva različita vrha i to:
- zaobljeni (ili zatupljeni) vrh za zavarivanje izmjeničnom strujom (AC)
- zašiljeni vrh za zavarivanje istosmjernom strujom (DC)
Ukoliko je vrh oštar, imati će usmjereniji električni luk, dok obliji vrhovi imaju tedenciju "plesanja, lutanja".


Kutovi oštrenja vrha elektrode

Način oštrenja vrha netaljive elektrode

Postupak brušenja na brusaču.
Korak 3. - Montaža obrađene elektrode u pištolj

Pregled sastavnih dijelova pištolja.

Namještanje udaljenosti vrha elektrode od brida sapnice.


- Odvrnuti zaštitnu kapu (6)
- Gurnuti elektrodu (2), kroz kontaktnu cjevčicu (3),
- Kontaktnu cjevčicu (3), gurnuti u stezač (1) [ili u stezač sa mrežicom za usmjeravanje plina]
- Zašarafiti plinsku sapnicu (4),
- Zašarafiti zaštitnu kapu (6), ali ne do kraja,
- Kombiniranim kliještima (ili špicangama), uhvatiti vrh elektrode (2), i gurnuti ga ili povući van, tako da strši iz sapnice približno 6 mm, ali ne više !
- Stegnuti do kraja zaštitnu kapu (6)
Korak 4. - Odabir postavki na uređaju za zavarivanje
Tipični TIG uređaj omogućuje zavarivanje:
1. Zavarivanje izmjeničnom strujom AC ( zavarivanje materijala koji imaju oksidni sloj na sebi: aluminij, magnezij i sl.)
2. Zavarivanje istosmjernom strujom DC (za zavarivanje: čelika, čeličnih ljevova, bakra i njegovih legura -bez Al u sastavu) i to:

DCEP spoj
a) DCEP - zavarivanje istosmjernom strujom, uz elektrodu spojenu na (+) pol uređaja:

DCEN spoj
b) DCEN - zavarivanje istosmjernom strujom, uz elektrodu spojenu na (-) pol uređaja:
Opcije na uređaju TELWIN Tehnology DC 230

- Zavarivanje TIG DC prikladno je za sve vrste ugljičnih čelika visoko i niskolegiranih, i za teške metale kao npr.: bakar, nikal, titan i njihove legure.
- Za zavarivanje TIG DC sa elektrodom na polu (-) inače se upotrebljava elektroda sa 2% torijuma (crvena obojena traka) ili elektroda sa 2% Cerijuma (siva obojena traka).
- Potrebno je aksijalno našiljiti elektrodu od volframa sa brusom, pazeći da je vrh savršeno koncentričan kako bi se izbjegle devijacije luka.
- Vrlo je važno izvršiti brušenje u smjeru dužine elektrode. Ta se operacija ponavlja povremeno ovisno o upotrebi i trošenju elektrode ili kada je ista kontaminirana, oksidirala ili upotrjebljena na pogrešan način.
- Na TIG DC mogući je način rada na 2 takta (2T) i 4 takta(T4).

Uređaj i mjesto za priključak brzih spojnica

Upravljačka ploča uređaja za podešavanje parametara zavarivanja. Ovaj uređaj je samo za zavarivanje istosmjernom strujom (DC)
1 -
2 -
3 -
4 -
5 -
6 -
Pozitivna brza utičnica (+) za spoj kabela za struju zavarivanja
Negativna brza utičnica (-) za spoj kabela za struju zavarivanja
Spojnica kabela za spajanje tipke na plameniku
Spojnica za spajanje plinske cijevi plamenika TIG.
Upravljačka ploča
Tipka za odabir načina zavarivanja
6a -

ON PULSE:
- ručni pulsirajući način rada gdje je moguće postaviti slijedeće parametre: GLAVNA STRUJA (I2), OSNOVNA STRUJA (I1), FREKVENCIJA PULSIRANJA I BALANCE.
EASY PULSE:
- automatski pulsirajući način rada gdje se mora postaviti samo GLAVNA STRUJA (I2). Ostali parametri kao npr. OSNOVNA STRUJA (I1), FREKVENCIJA PULSIRANJA i BALANCE mogu se regulirati automatski u skladu sa prethodno definiranim vrijednostima (I1 = 70% I2, FREKVENCIJA = 2Hz, BALANCE = 0). Navedene vrijednosti mogu se u svakom slučaju promijeniti.
PULSE i EASY PULSE:
- ovaj način preporuča se za zavarivanje tanjih slojeva.
“POSTAVKA G.R.A.”:
- G.R.A. ON: Način rada sa osposobljenim upravljanjem G.R.A.
- G.R.A. OFF: Način rada sa onesposobljenim upravljanjem G.R.A., TVORNIČKI postavljeno.
Navedenoj specifičnoj postavci stroja moguće je pristupiti držeći pritisnutom desnu tipku (6a) tijekom paljenja i početnog testiranja (faza nakon zatvaranja opće sklopke).
6b -

- 2t - rad sa 2 takta
- 4t - rad sa 4 takta
- SPOT - točkasto zavarivanje
6c -

- TIG HF - visokofrekventna uspostava luka (bez dodira elektrode i osnovnog komada)
- TIG LIFT - uspostava luka uz dodir elektrode i osnovnog materijala
- MMA - zavarivanje obloženom elektrodom
7 -
Parametri varenja koji se mogu regulirati ručicom encodera (9), povezani sa prethodnom postavkom iz točke 6a, 6b, 6c.
Za postavku svakog parametra izvršiti slijedeće:

Enkoder
a) odabrati parametar koji se regulira (pritiskom ručice (9)) označen odgovarajućim upaljenim led-om;
b) rotirati ručicu (9) i postaviti željenu vrijednost;
c) ponovno pritisnuti ručicu (9) za regulaciju slijedećeg parametra.
Napomena:
Postavka parametara je slobodna. Ipak postoje kombinacije vrijednosti koje nemaju praktično značenje za zavarivanje; u tom je slučaju moguće da stroj ne radi ispravno.

7a -

7b -

7c -

7d -

7e -

7f -

7g -

7h -

7k -

7l -

7m -

7.

PITANJA ZA PONAVLJANJE - DOMAĆA ZADAĆA
Provjerite svoje znanje uz priložena ispitna pitanja !

1.4. Označavanje cijevi:
Preuzmite radne listove