Tehnologija obrade i spajanja
1. godina obrazovanja
Instalater kućnih instalacija
Lekcija 8.2.
2.1.2. Elektrolučno zavarivanje


Električni luk
Nastajanje električnog luka
a) Elektrolučno zavarivanje
Elektrolučno zavarivanje je postupak zavarivanja taljenjem, kod kojeg se za taljenje metala koristi visoka temperatura, razvijena iz električnog luka. Električni luk nastaje između metalne elektrode i metala koji se zavaruje.
Zadatak uređaja za elektrolučno zavarivanje je smanjiti napon gradske mreže (220 V) u napon potreban za zavarivanje (15 – 50 V) i povećati jakost struje gradske mreže sa (15 A) na jakost struje zavarivanja (60 – 300 A).
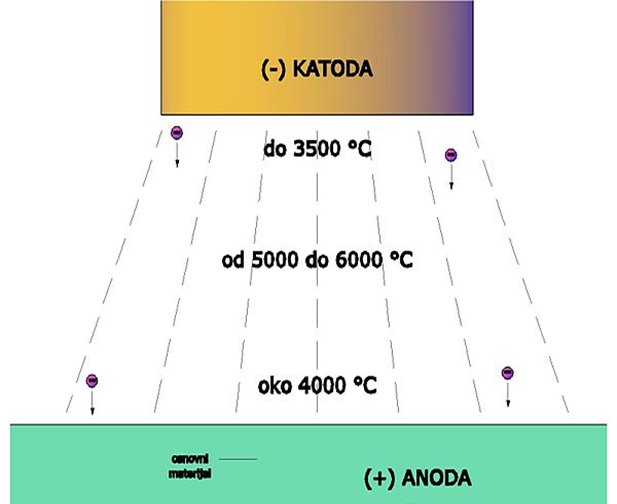
b) Nastajanje električnog luka
Između radnog predmeta koji je spojen na osnovni materijal uz pomoć stezača i elektrode, dolazi do stvaranja električnog luka koji razvija visoke temperature, čime dolazi do taljenja elektrode i formiranja zavara.
Temperatura električnog luka je na strani elektrode do 3500 °C, a na strani predmeta koji zavarujemo oko 4000 °C.
c) Uređaji za ručno elektrolučno zavarivanje
- Agregati
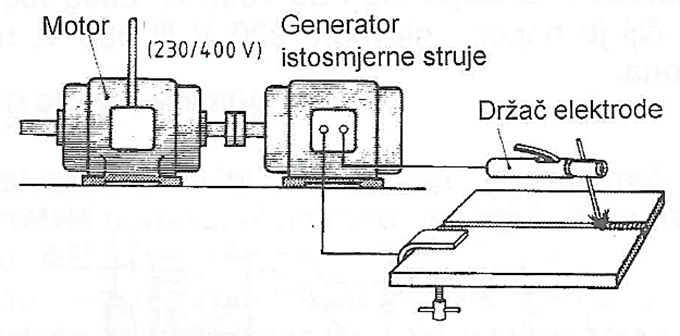

Agregati pretvaraju izmjeničnu struju (220V ili 380V), proizvedenu motorom sa nutrašnjim izgaranjem, pretvaraju u istosmjernu struju zavarivanja.
- Ispravljači


Ispravljači pretvaraju trofaznu struju u istosmjernu.
- Transformatori


Transformatori smanjuju napon gradske mreže, a povećavaju jakost struje gradske mreže.
- Inverteri - izmjenjivači

Inverteri – izmjenjivači popularne jedinice i kod profesionalaca i kod hobi primjene zbog male mase, kompaktne veličine, visoke kvalitete zavarivanja i razumne cijene.
1.

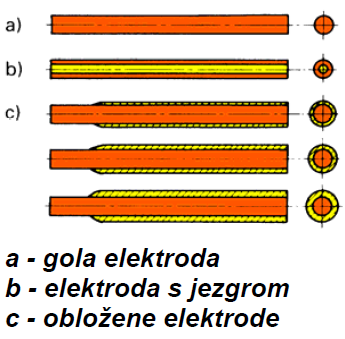
d) Elektrode
Vrste elektroda:
Označavanje elektrode:
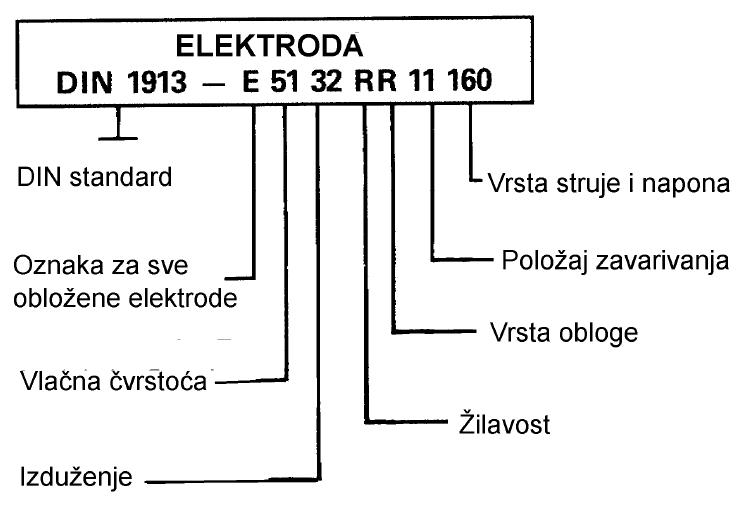



e) Troska i obloga elektrode
Troska nastaje taljenjem obloge elektrode, ona je lakša od rastaljenog metala te isplivava na površinu i pokriva zavar, što zapravo štiti zavar od utjecaja kisika (O) i dušika (N), koji imaju loš utjecaj na svojstva zavara.
- Kisik – uzrokuje nečistoće u zavaru, u obliku oksidnih uključaka.
- Dušik – ima loš utjecaj na zavar jer ga čini krhkim.
Troska se nakon zavarivanja odstranjuje mehanički prvo zavarivačkim čekićem, a zatim metalnom žičanom četkom. Pri čišćenju troske, neophodno je koristiti zaštitnu masku s prozirnim staklom ili zaštitne naočale.
Postoje tri vrste obloga: bazična, rutilna i kisela, čija su svojstva navedena u tablici:

e) Radno mjesto za elektrolučno zavarivanje
U radno mjesto za ručno elektrolučno zavarivanje možemo brojati:
- oprema za zavarivanje i pribor uređaja za zavarivanje
- radni prostor za zavarivanje
- osobna zaštitna sredstva za izvođenje zavarivanja
- oprema za ručno elektrolučno zavarivanje
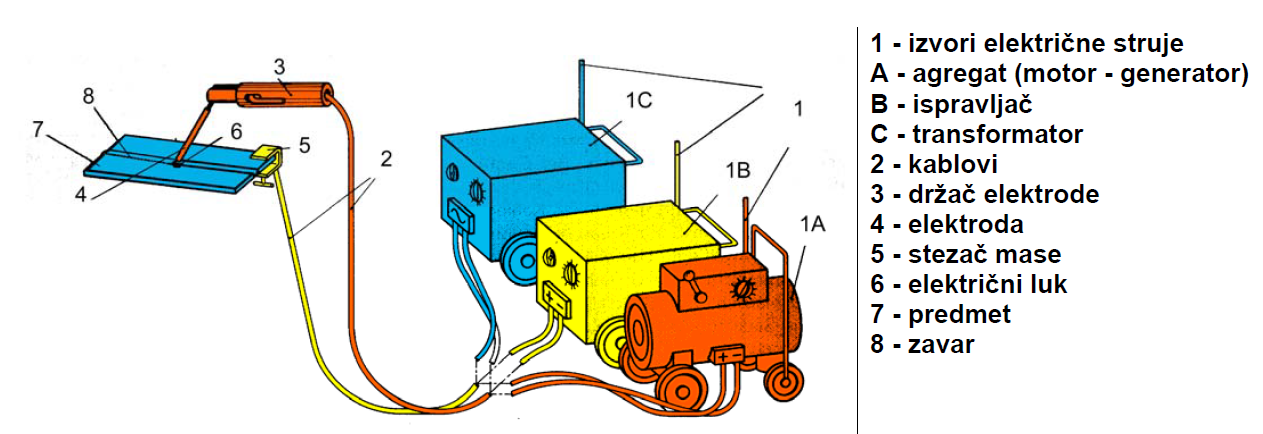
Držači elektrode moraju osigurati dobro stezanje elektrode i imati dobru električnu izolaciju.
Kabeli za zavarivanje. Postoje dva kabela, jedan spaja (+) pol aparata za zavarivanje s držačem elektrode, a drugi spaja (-) pol aparata za zavarivanje i predmet koji zavarujemo preko stezača za masu.
Stezači za masu mogu biti izravno spojeni na radni predmet ili za metalni stol na kojem se radni predmet nalazi. Uglavnom se izrađuju iz bronce, a stezanje se izvodi pomoću vijka ili opruge.
- radni prostor za elektrolučno zavarivanje
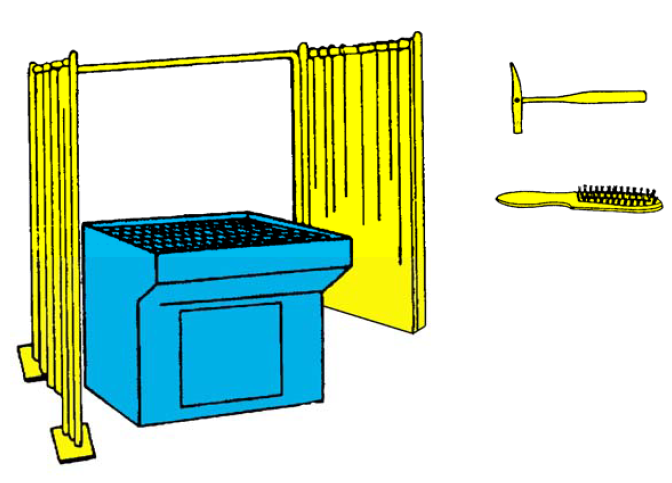
Zavarivanje treba izvoditi na predviđenom mjestu (zavarivačkom stolu) koje je ograđeno da se ostale osobe zaštite od štetnih zračenja.
Čelić za skidanje troske. Obično se izrađuje od metala, tako da im je jedan kraj šiljast, a drugi ima oblik sjekača. Troska se odstranjuje udarcima, jednom ili drugom stanom čekića.
Čelična žičana četka. Njom se čisti zavar nakon obijanja troske.
- osobna zaštitna sredstva za zavarivanje

Propisana osobna zaštitna sredstva za elektrolučno zavarivanje:
- za zaštitu tijela: radno odijelo i kožna pregača,
- za zaštitu lica: zaštitna maska
- za zaštitu ruku: kožne rukavice,
- za zaštitu nogu: zaštitne cipele s čeličnom kapicom
2.

PITANJA ZA PONAVLJANJE - DOMAĆA ZADAĆA
Prepišite pitanja i bilježnicu i odgovorite na njih.