Tehnologija obrade i spajanja
1. godina obrazovanja
Instalater kućnih instalacija
Lekcija 9.
2.1.1. Ručno elektrolučno zavarivanje


Električni luk
Elektrolučno zavarivanje je postupak zavarivanja taljenjem, kod kojeg se za taljenje metala koristi visoka temperatura, razvijena iz električnog luka. Električni luk nastaje između metalne elektrode i metala koji se zavaruje.
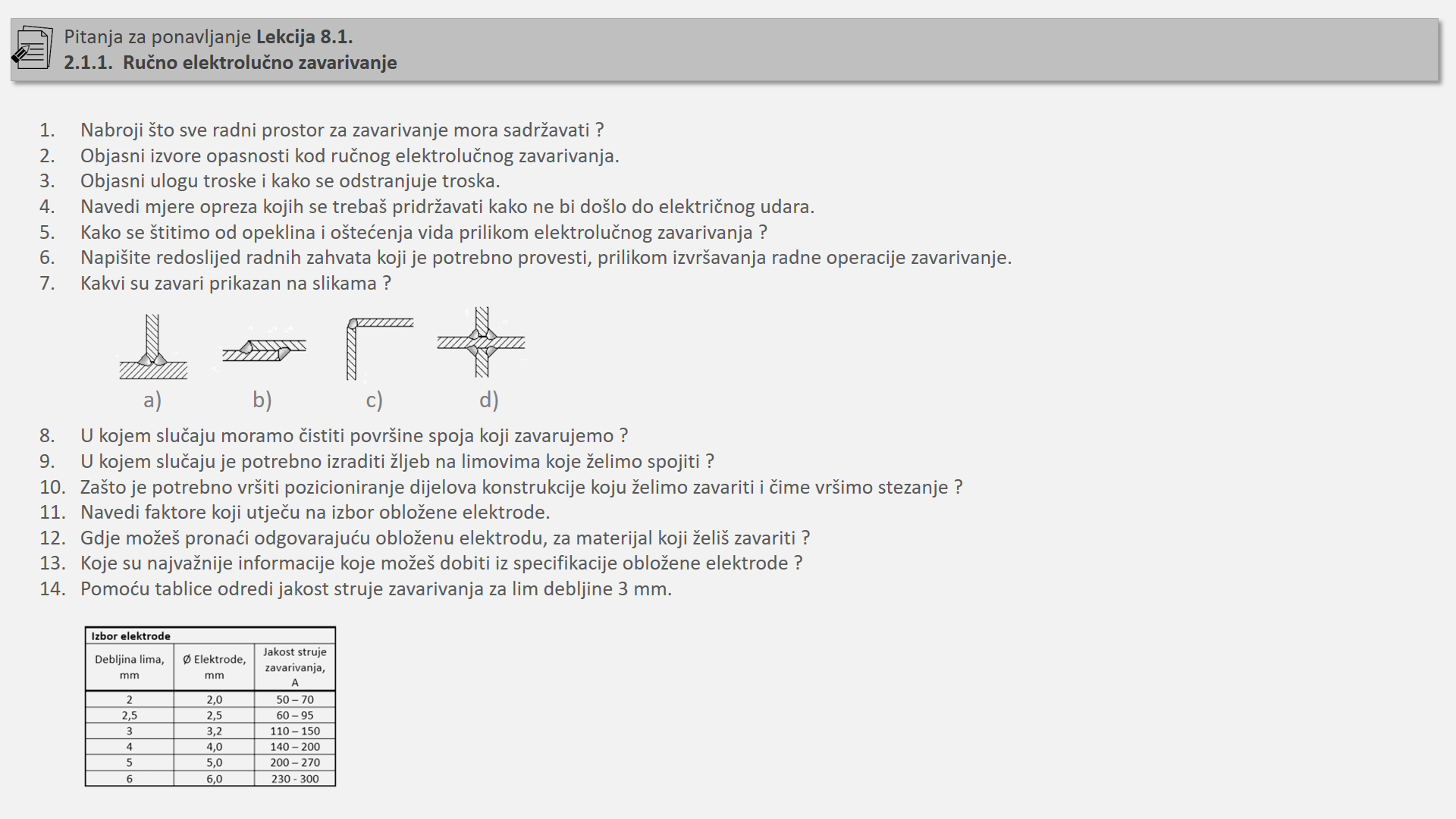
Zadatak uređaja za elektrolučno zavarivanje je smanjiti napon gradske mreže (220 V) u napon potreban za zavarivanje (15 – 50 V) i povećati jakost struje gradske mreže sa (15 A) na jakost struje zavarivanja (60 A – 300 A).
a) Nastajanje električnog luka
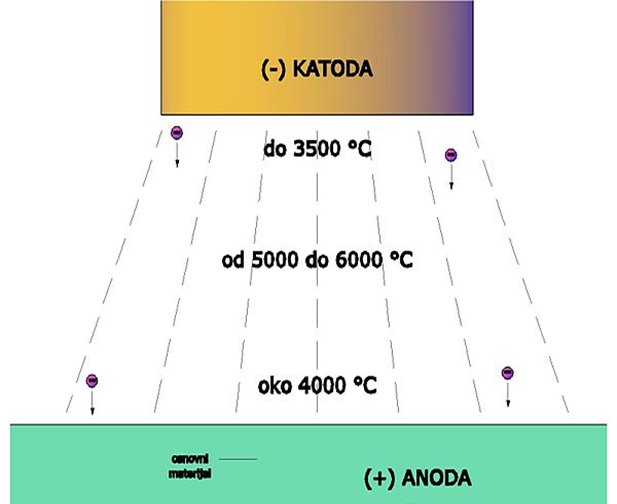
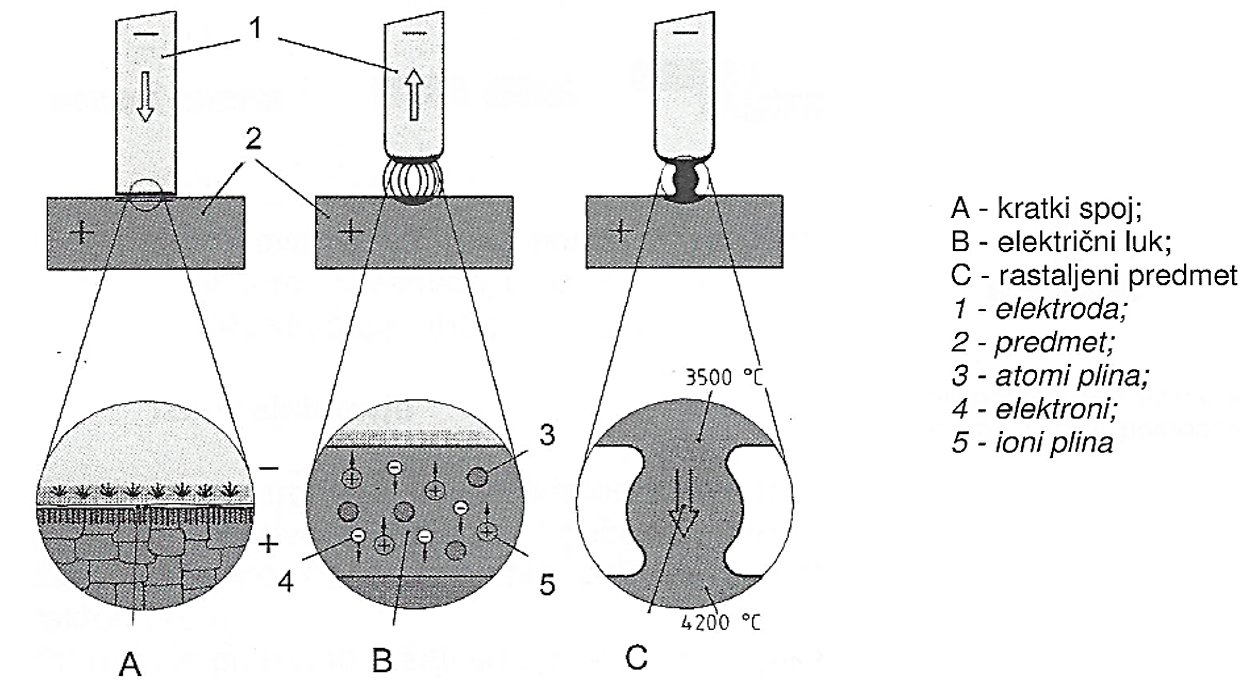
Temperature kod razvijanja električnog luka
Između radnog predmeta koji je spojen na osnovni materijal uz pomoć stezača i elektrode, dolazi do stvaranja električnog luka koji razvija visoke temperature, čime dolazi do taljenja elektrode i formiranja zavara.
Temperatura električnog lukaje na strani elektrode do 3500 °C, a na strani predmeta koji zavarujemo oko 4000 °C.
b) Uređaji za ručno elektrolučno zavarivanje
- Agregati
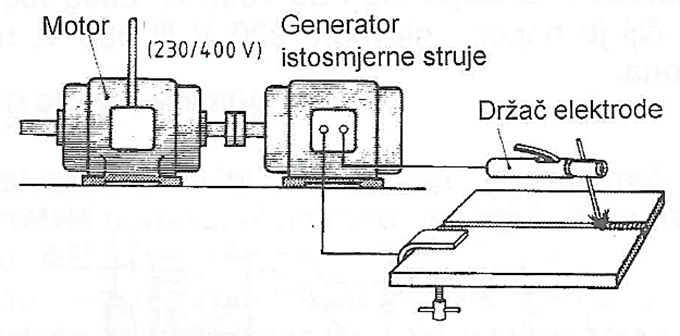

Agregati pretvaraju izmjeničnu struju (220V ili 380V), proizvedenu motorom sa nutrašnjim izgaranjem, pretvaraju u istosmjernu struju zavarivanja.
- Ispravljači

Ispravljači pretvaraju trofaznu struju u istosmjernu.
-
Transformatori


Transformatori smanjuju napon gradske mreže, a povećavaju jakost struje gradske mreže.
- Izmjenjivači (inverteri)

Inverteri – izmjenjivači popularne jedinice i kod profesionalaca i kod hobi primjene zbog male mase, kompaktne veličine, visoke kvalitete zavarivanja i razumne cijene.
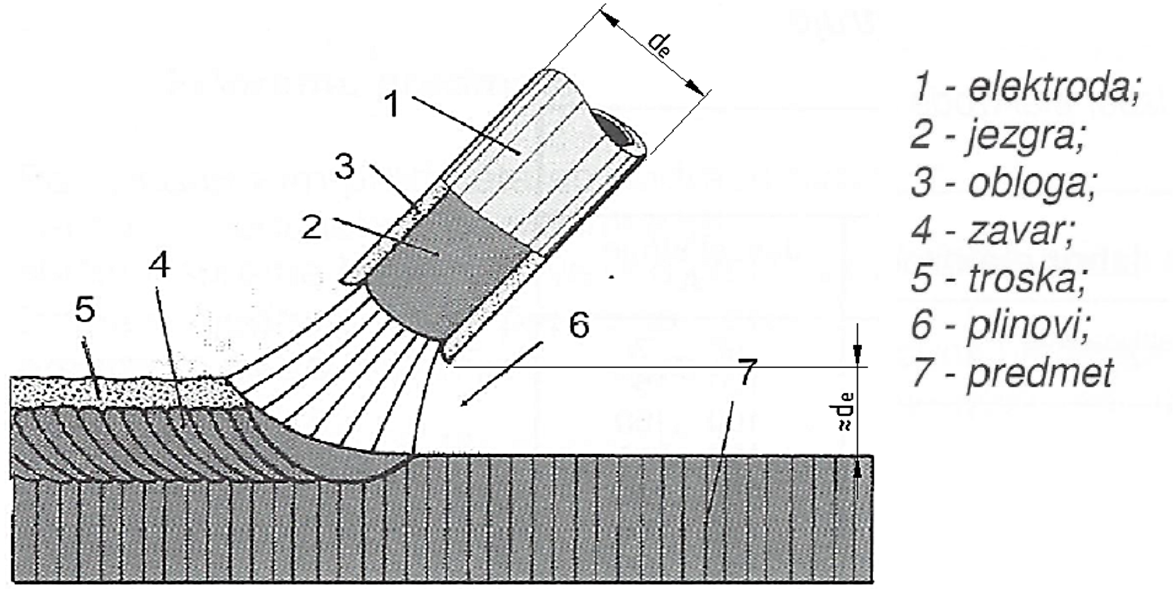
c) Elektrode
Vrste elektroda





Pitanja za ponavljanje (Domaća zadaća)

1.
d) Troska i obloga elektrode
Troska nastaje taljenjem obloge elektrode, ona je lakša od rastaljenog metala te isplivava na površinu i pokriva zavar, što zapravo štiti zavar od utjecaja kisika (O) i dušika (N), koji imaju loš utjecaj na svojstva zavara.
- Kisik – uzrokuje nečistoće u zavaru, u obliku oksidnih uključaka.
- Dušik – ima loš utjecaj na zavar jer ga čini krhkim.
Troska se nakon zavarivanja odstranjuje mehanički prvo zavarivačkim čekićem, a zatim metalnom žičanom četkom. Pri čišćenju troske, neophodno je koristiti zaštitnu masku s prozirnim staklom ili zaštitne naočale.
Funkcije obloge elektrode:
❶ Električna funkcija – važna jer utječe na stabilnost el. luka,
❷ Fizikalna funkcija – utječe na zaštitu taline od zraka (plinovi štite talinu),
❸ Metalurška funkcija – u oblozi se nalaze komponente koje vrše legiranje metala zavara te utječu na deoksidaciju taline.
Postoje tri vrste obloga: bazična, rutilna i kisela, čija su svojstva navedena u tablici.

e) Oprema za ručno elektrolučno zavarivanje
- Uređaj za zavarivanje i pribor uređaja za zavarivanje:

Držača elektrode (3)
Moraju osigurati dobro stezanje elektrode i imati dobru električnu izolaciju.
Električnih kabela (2)
Postoje dva kabela, jedan spaja (+) pol aparata za zavarivanje s držačem elektrode, a drugi spaja (-) pol aparata za zavarivanje i predmet koji zavarujemo preko stezača za masu.
Stezača mase (5)
Stezači za masu mogu biti izravno spojeni na radni predmet ili za metalni stol na kojem se radni predmet nalazi. Uglavnom se izrađuju iz bronce, a stezanje se izvodi pomoću vijka ili opruge.
- Radni prostor za zavarivanje:
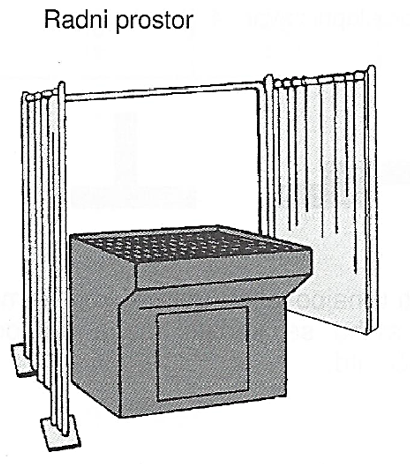
Radni prostor za zavarivanje
Zavarivanje treba izvoditi na predviđenom mjestu koje je ograđeno da se ostale osobe zaštite od štetnih zračenja.
Svaki radni prostor, uz sebe mora sadržavati slijedeći pribor:

1. Čekići za obijanje troske
Obično se izrađuje od metala, tako da im je jedan kraj šiljast, a drugi ima oblik sjekača. Troska se odstranjuje udarcima, jednom ili drugom stanom čekića.
2. Metalne žičane četke
Njima se čisti zavar nakon obijanja troske.
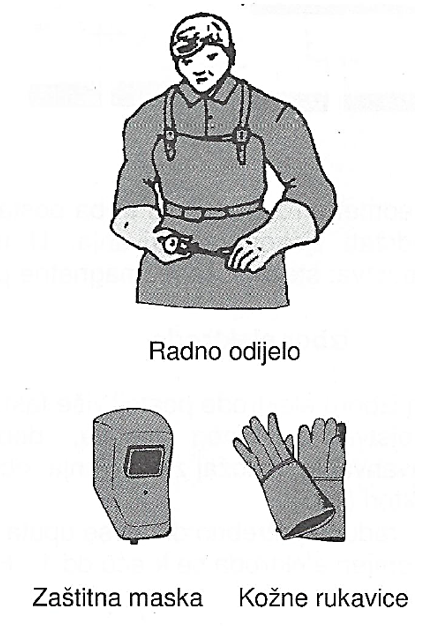
3. Propisana osobna zaštitna sredstva za elektrolučno zavarivanje:
- za zaštitu tijela: radno odijelo i kožna pregača,
- za zaštitu lica: zaštitna maska
- za zaštitu ruku: kožne rukavice,
- za zaštitu nogu: zaštitne cipele s čeličnom kapicom
Pitanja za ponavljanje (Domaća zadaća)
2.
f) Izvori opasnosti kod ručnog elektrolučnog zavarivanja

1. ELEKTRIČNI UDAR
Pri ručnom elektrolučnom zavarivanju, glavni izvor opasnosti je udar električne struje, kako na zavarivačkoj strani, tako i na mrežnoj strani.
2. OPEKLINE
Pri ručnom elektrolučnom zavarivanju, glavni izvor opasnosti je udar električne struje, kako na zavarivačkoj strani, tako i na mrežnoj strani.
- Mjere opreza na radu
1. Zaštita od električnog udara:
- Uređaj za zavarivanje staviti na ravnu, suhu, čistu podlogu i elektro-otpornu podlogu (drvene, keramičke ili plastične podloge).
- Uređaj smije biti priključen u električnu mrežu samo u trenutku kada vršimo uspostavu i održavanje električnog luka.
- Električna utičnica na sebi ne smije imati vidljiva oštećenja na sebi kao i električni kabel i utikač.
- Na nogama poželjno je imati radne cipele sa dobro izoliranim đonovima i čeličnom zaštitnom kapom.
2. Zaštita od opeklina i zaštita očiju:
Prije priključenja uređaja u električnu mrežu i paljenja na glavnoj sklopki uređaja potrebno je obući svu zaštitnu opremu:
- kožne zaštitne rukavice (umanjuju opasnost od opeklina ruku),
- radno odijelo,
- kožnu zaštitnu pregaču,
- masku s zaštitnim staklom (zaštitnu masku obući prije uspostave el. luka !)
- Redoslijed radnih zahvata prilikom izvođenja radne operacije zavarivanje (upute za izradu vježbe)
Upute za izradu vježbe:
1.) PRIPREMA MATERIJALA
U ovom radnom zahvatu dajemo detaljan opis posla (s istaknutim podnaslovima), koji trebamo napraviti kako bismo pripremili materijal koji planiramo spojiti zavarivanjem u konstrukciju.
Kod pripreme za zavarivanje je to:
1.1.) Specifikacija potrebnog materijala pribora i alata
Za izradu neke konstrukcije, potrebno je tablično prikazati sav potreban materijal, alat i pribor koji je potrebno koristiti kako bismo izradili konstrukciju, koja je zadana, obično u vidu nekog tehničkog crteža
1.2.) Obrada bridova (Što radim ? Kako radim ? Zašto radim ?)
Predmetima koje ćemo zavarivati moramo obraditi spojne površine (brušenjem, turpijanjem ...)
1.3.) Čišćenje spojnih površina (Što radim ? Kako radim ? Zašto radim ?)
Ovo radimo ako na spojnim mjestima ima korozije, masnoće i sl. obično se površine čiste brusnim papirom, ručno ili brusilicom.
1.4.) Pozicioniranje elemenata konstrukcije (Što radim ? Kako radim ? Zašto radim ?)
Elementi koji će biti u spoju, moraju se stegama, stegnuti prije zavarivanja kako tijekom unosa topline na mjesto spojeva ne bi došlo do pojave deformacija.
1.5.) Izvori opasnosti i mjere zaštite na radu
Potrebno je navesti, sve izvore opasnosti prilikom ovog radnog zahvata "Priprema materijala", te predložiti osobna zaštitna sredstva koje je nužno nositi (naočale za zaštitu od strugotina, radno odjelo, kožne radne rukavice, radne cipele s čeličnom kapicom za zaštitu nožnih prstiju ...).
3.) IZBOR ELEKTRODE
U ovom radnom zahvatu treba opisati na koji način se vrši izbor elektrode, koja se dokumentacija koristi ili proračun koji treba napraviti ...
4.) IZBOR STRUJE ZAVARIVANJA
U ovom radnom zahvatu treba opisati na koji način se vrši izbor jakosti struje zavarivanja, koja se dokumentacija koristi, tablica ili proračun koji su neophodni za ispravno određivanje potrebne jakosti struje zavarivanja (Iz, A).
5.) USPOSTAVA I ODRŽAVANJE ELEKTRIČNOG LUKA
U ovom radnom zahvatu treba opisati na koji način se ostvaruje pravilna uspostava luka između elektrode i radnog predmeta.
Također je nužno navesti mjere opreza koje je se moraju provesti kako ne bi došlo do električnog udara opeklina i oštećenja vida.
3.
g) Izvođenje ručnog elektrolučnog postupka zavarivanja
1) PRIPREMA MATERIJALA ZA ZAVARIVANJE
1.1.) Obrada bridova
- Obrada bridova podrazumijeva izradu žljebova, za debele materijale (materijale koji su deblji od t = 4 mm)

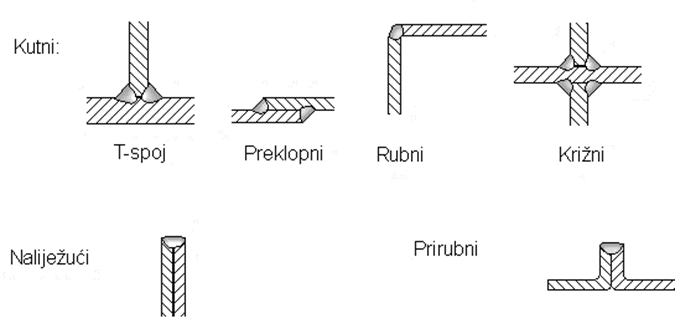
Vrste zavara:
1.2.) Čišćenje spojnih površina
Čišćenje spojnih površina podrazumjeva obradu brušenjem, ručnom tehnikom ili uz pomoć brusilice. Ovo će olakšati uspostavu električnog luka.


1.3.) Pozicioniranje elemenata konstrukcije
- podrazumijeva učvršćivanje svih radnih predmeta u cjelinu. Ovo se radi jer unosom topline može doći do deformacije radnih predmeta, pri čemu može doći do iskrivljena konstrukcije.
- Stezanje se vrši s specijalnim stegama, škripcem ili bravarskim stegama.

1.4.) Izvori opasnosti i mjere opreza na radu
Izvori opasnosti prilikom rukovanja brusilicom:
- opasnost od strujnog udara prilikom priključenja brusilice u električnu mrežu,
- opasnost od ozljede prstiju prilikom rukovanja brusilicom,
- opasnost od rasprskavanja strugotina prilikom korištenja brusilice,
- opasnost od ozljede strugotinama radnih kolega,
- opasnost od uzrokovanja požara užarenim strugotinama.
Mjere zaštite na radu:
- vizualno prekontrolirati električnu utičnicu prije priključenja brusilice,
- obavezno prije priključenja provjeriti da li je štitnik ispravno i čvrsto montiran na brusilici,
- obavezno prije početka rada s brusilicom staviti zaštitne naočale,
- voditi računa o usmjeravanju mlaza strugotina, mlaz usmjeriti u smjeru mjesta gdje nema drugih ljudi i lako zapaljivih materijala.
2) IZBOR OBLOŽENE ELEKTRODE ZA RUČNO ELEKTROLUČNO ZAVARIVANJE

Elektrode za zavarivanje domaćeg proizvođača „ELEKTRODA ZAGREB d.d.”
Na izbor elektrode utječu faktori kao na primjer:
- svojstva materijala koji zavarujemo (osnovnog materijala OM),
- debljina predmeta (t, mm),
- vrsta uređaja za zavarivanje,
- oblik zavara,
- stupanj opterećenja …
Pri radu, potrebno je se držati uputa proizvođača. Promjeri elektroda se kreću od 1 – 6 mm.
Donja tablica prikazuje različite tipove obloženih elektroda proizvođača EZ, prema HRN EN ISO normama:

Primjer:
Mi ćemo za praktičnu vježbu zavarivati cijev kvadratnog presjeka koja je izrađena iz konstrukcijskog, nelegirani čelika S355:
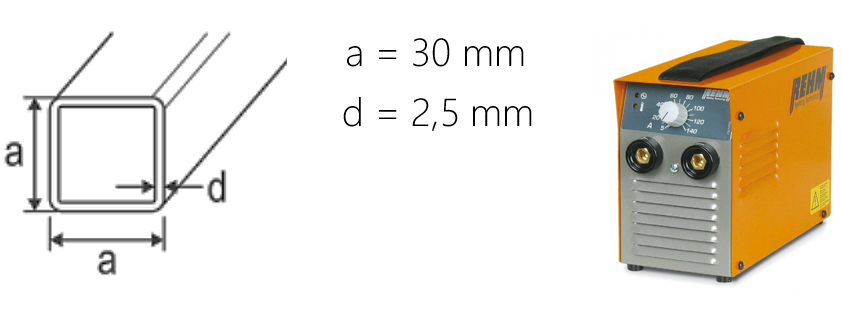
Koristit ćemo zavarivački invertor 140 A, izrađivat ćemo sučeoni i kutni zavar.
Promotrim specifikaciju elektrode klikni na link:
3) IZBOR JAKOSTI STRUJE ZA RUČNO ELEKTROLUČNO ZAVARIVANJE
Za svaku elektrodu, proizvođač iste u specifikacijama navodi jakost struje zavarivanja, obzirom na promjer elektrode, no ako specifikacija nije dostupna, moguće je koristiti iskustvenu tablicu, koja nam pomaže da izvršimo izbor jakosti struje zavarivanja, ovisno o debljini materijala koji zavarujemo, odgovarajućeg promjera elektrode i odgovarajuće jakosti struje:
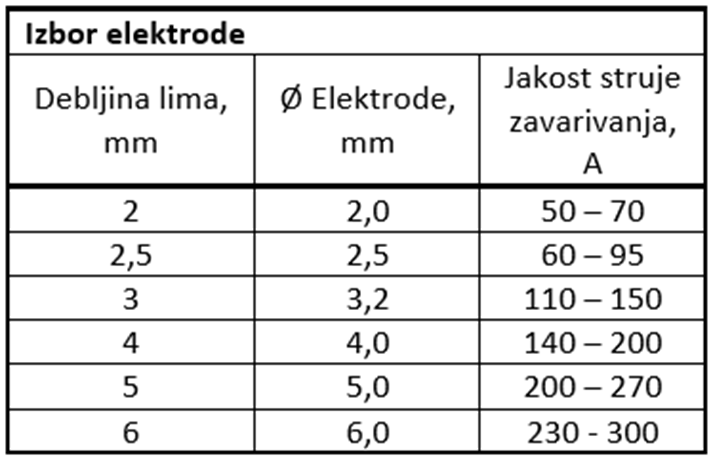
Izbor elektrode i jakost struje zavarivanja IZ …A
Dakle. Ako imamo lim ili profil debljine 2,5 mm, prema tablici određujemo:
- promjer elektrode (približno jednak debljini materijala) Ø = 2,5 mm
- za Ø = 2,5 mm, jakost struje zavarivanja se kreće od 60 do 95 A
Na aparatu za zavarivanje, odabrat ćemo neku srednju vrijednost struje zavarivanja:

Odabrana jakost struje 80 A, jest izračunata srednja vrijednost ograničena granicama 60 – 95 A i nije egzaktna te će ju možda biti potrebno povećati ili smanjiti, ovisno o tome da li se elektroda lijepi ili propaljuje radni komad koji zavarujemo.
- Ako je jakost struje nedovoljna, doći će do slabe uspostave luka i lijepljenja elektrode za radni komad:

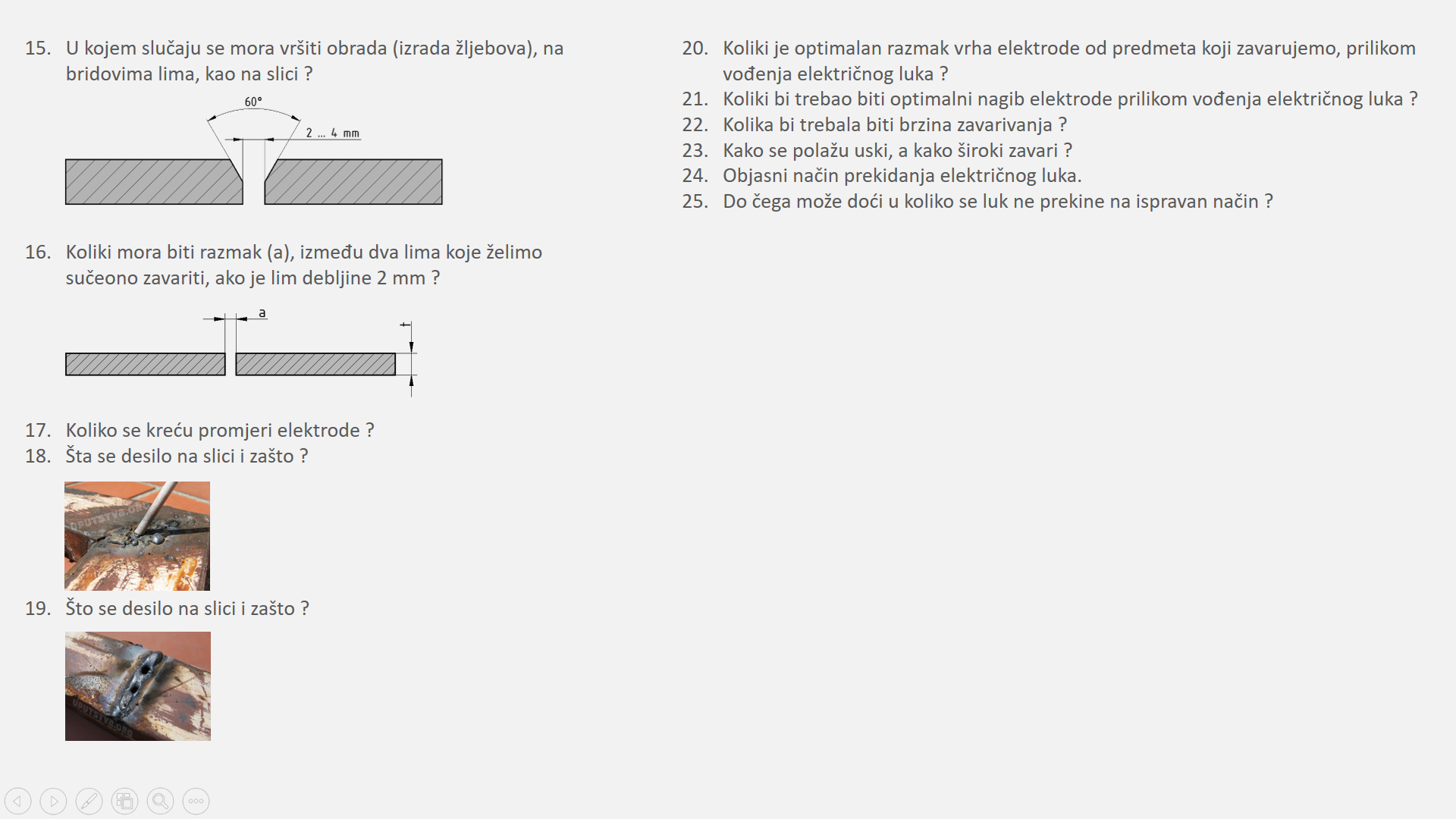
- Ako je jakost struje suviše velika, doći će do paljenja (propaljivanja) radnog predmeta na mjestu zavara:

- Ako je jakost struje dobro odabrana, zavar bi trebao izgledati kao na slici:

Prema tome, uvijek je dobro na nekom otpadnom materijala iste debljine isprobati odabranu jakost struje zavarivanja.
4) IZBOR JAKOSTI STRUJE ZA RUČNO ELEKTROLUČNO ZAVARIVANJE
Električni luk se uspostavlja dodirom elektrode o osnovni materijal.
Električni luk razvija visoke temperature, na strani predmeta iznosi 4200 °C, strani elektrode iznose 3600 °C.
Duljina električnog luka - bi trebala biti, približno jednaka promjeru elektrode Øde, mm.
Procesi pri uspostavi el. luka:
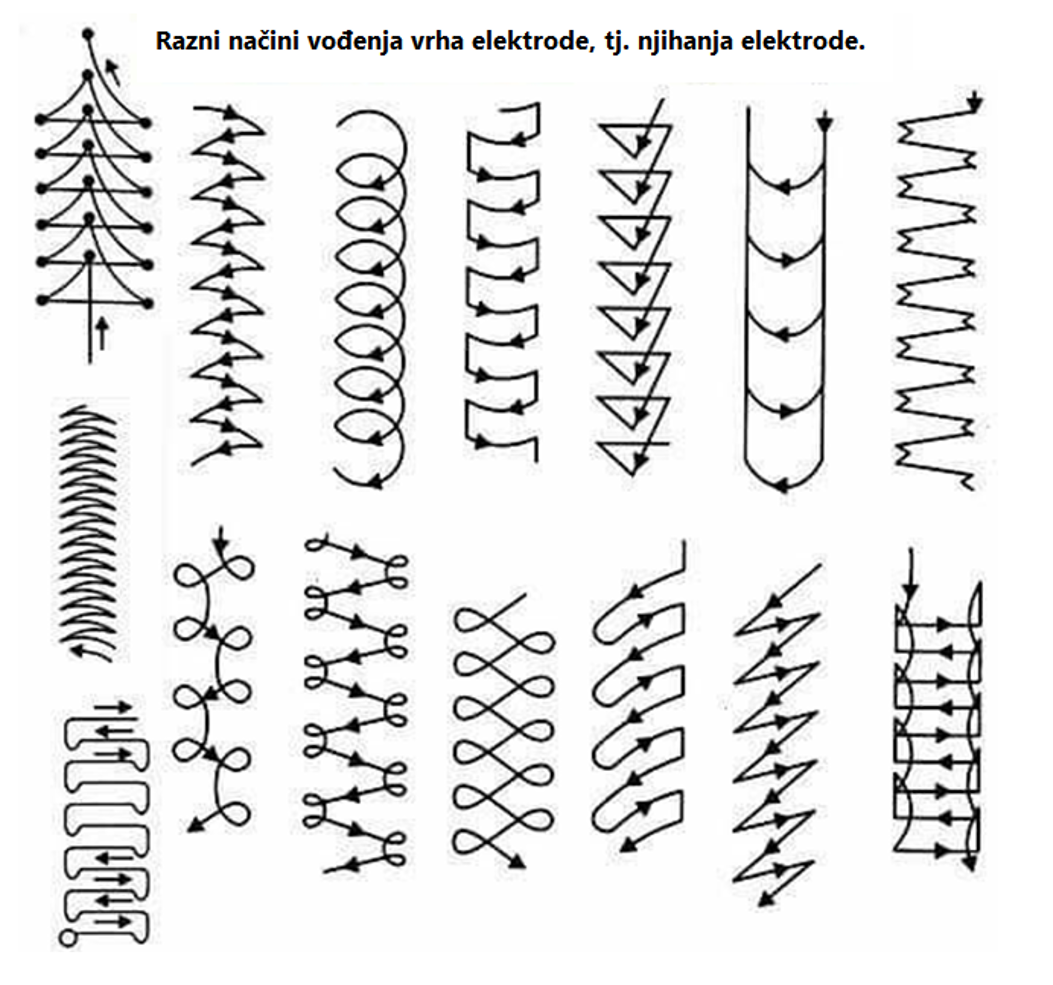
Način vođenja vrha elektrode
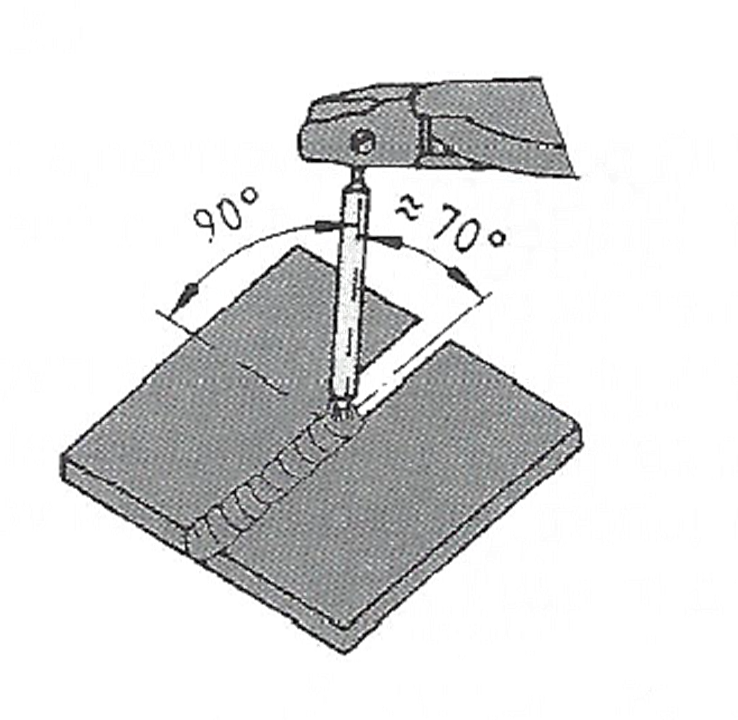
Nagib elektrode – treba biti između 70° i 90°
Brzina zavarivanja – stječe se iskustvom, a trebala bi biti tolika da rastaljeni metal bude dobro zaštićen slojem plivajuće troske.
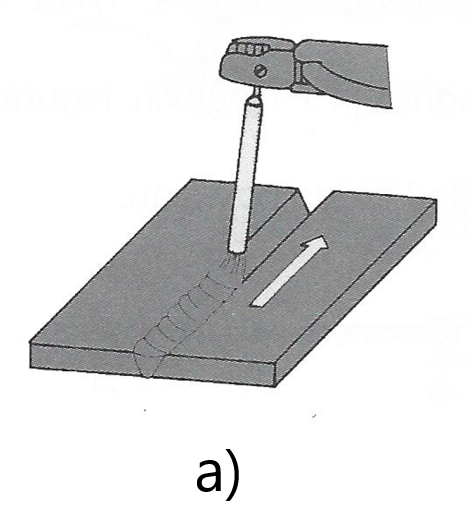
- Kod polaganja I – zavara, (uskih zavara), elektroda se može voditi pravocrtno (a).
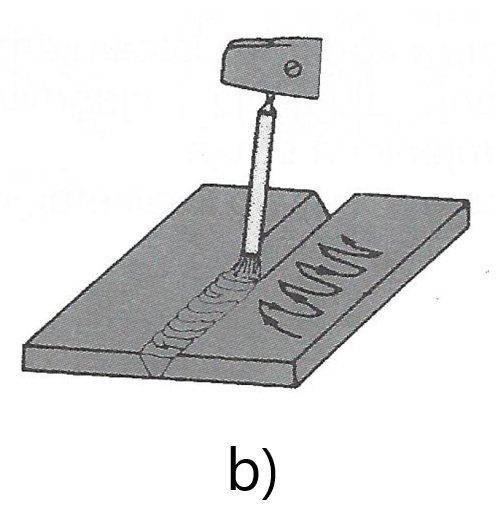
- Kod polaganja širih zavara luk se održava pokretanjem elektrode „cik – cak” (b), jer se tako bolje polaže metal za dodavanje po cijeloj duljini spoja.
Način prekidanja električnog luka
-
Luk se ne prekida jednostavnim dizanjem elektrode. Nepravilno prekidanje luka dovodi do pojave šupljina u zavaru, na mjestu nepravilnog prekidanja.
- Pravilno prekidanje luka vrši se na jedan od dva načina:
- Luk bi trebalo prekinuti tako da vrh elektrode vratimo nazad, do mjesta gdje je zavar već očvrsnuo pa zatim podignemo vrh elektrode prema gore.
- Električni luk se može prekinuti još na način da jednostavno izađemo iz zavara na boku stranice predmeta.
4.

ISPITNA PITANJA
Provjerite svoje znanje uz priložena ispitna pitanja !

2.1.1. Elektrolučno zavarivanje (1)
2.1.1. Elektrolučno zavarivanje (2)
Preuzmite radne listove