Tehnologija obrade i spajanja
1. godina obrazovanja
Instalater kućnih instalacija
Lekcija 8.1.

2.1.1. Plinsko zavarivanje

[ A ] Osnovne plinskog zavarivanja
Plinsko zavarivanje je postupak spajanja taljenjem, gdje se toplina potrebna za taljenje osnovnog materijala i dodatnog materijala (žice) dobije izgaranjem jednog od gorivih plinova u kisiku.
Najčešće se za izgaranje koristi acetilen, jer drugi plinovi ne razvijaju tako visoku temperaturu plamena.
Acetilen se jednostavno proizvodi i prilično je povoljan !
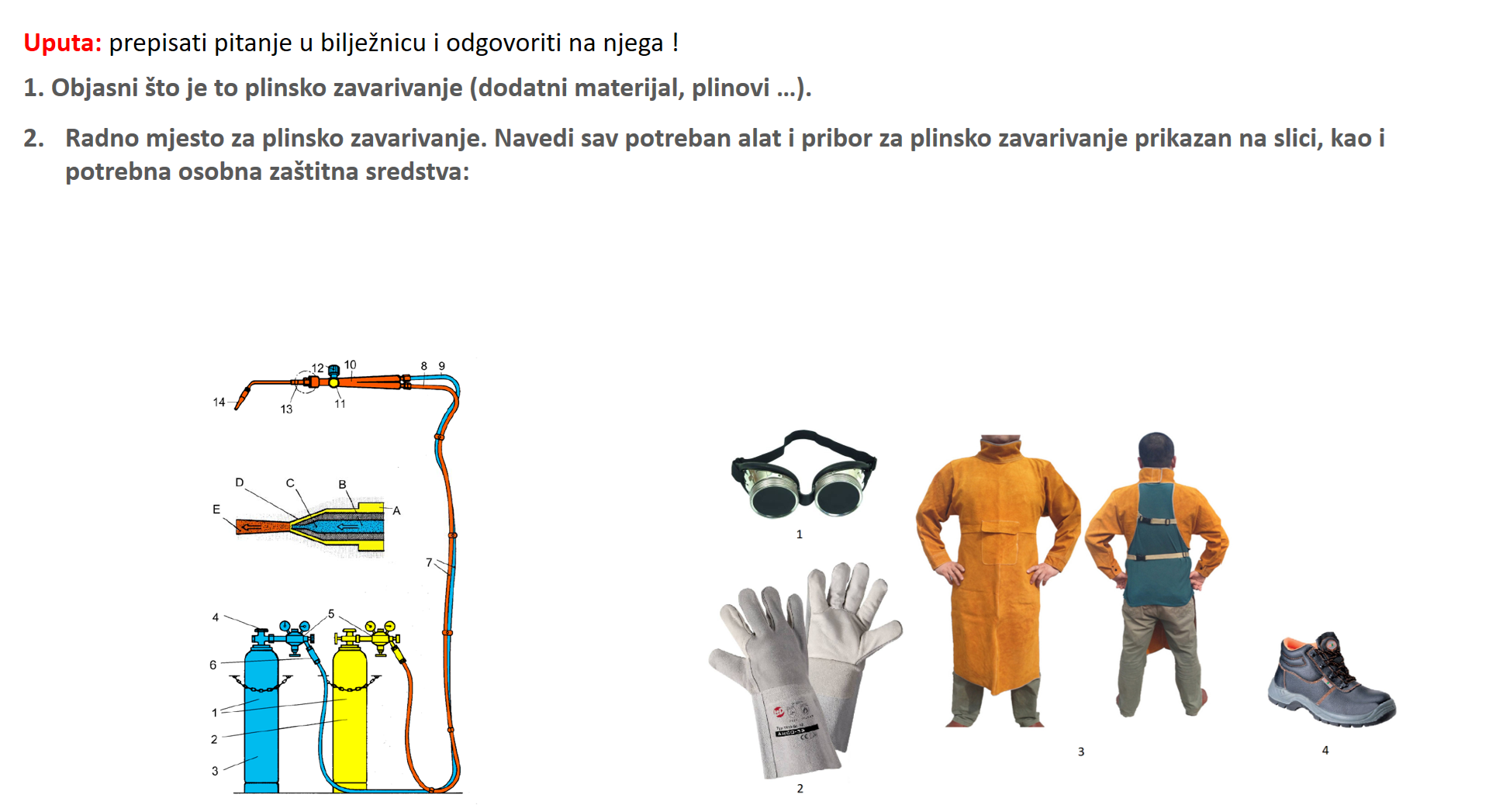
▶ Radno mjesto za plinsko zavarivanje:

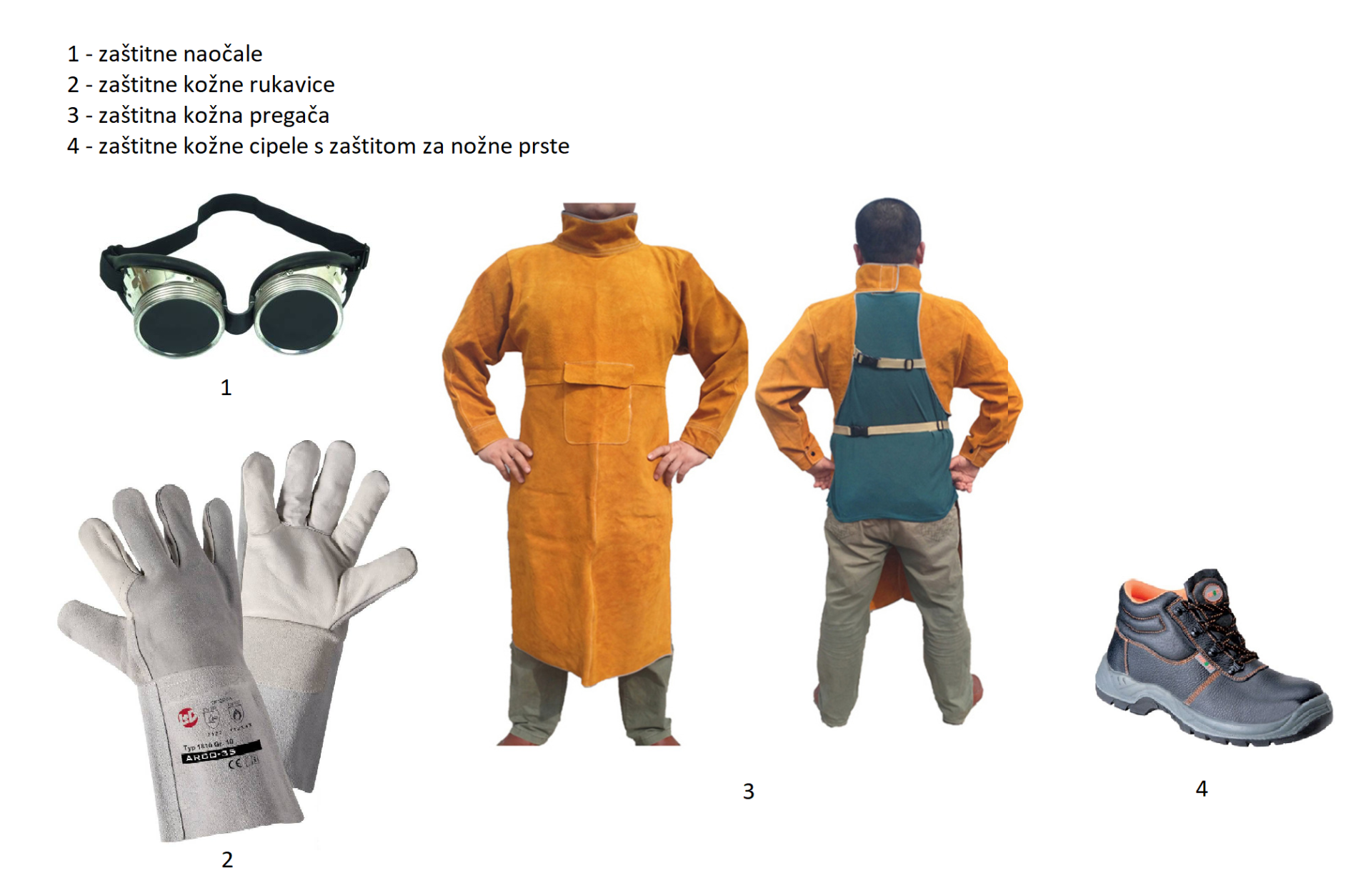
Osobna zaštitna sredstva za plinsko zavarivanje
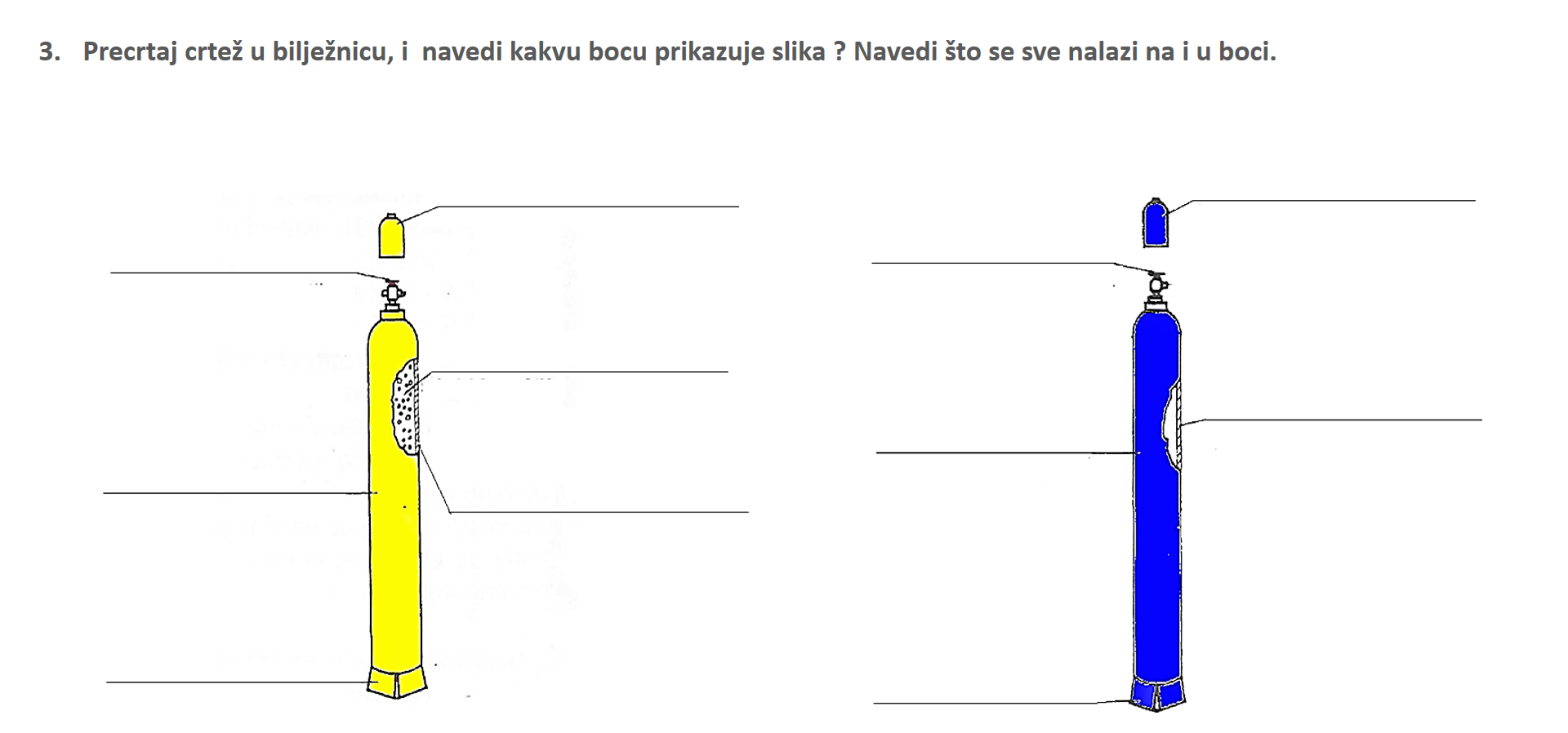
▶ Boce za acetilen C2H2


- Na radnom mjestu boca uvijek mora stajati u okomitom položaju.
- Boce se ne smiju nikada ostaviti izložene sunčevim zrakama ili drugim izvorima topline.
- Potrošnja iz jedne boce acetilena ne smije biti veća od 1000 litara na sat, a sadržaj acetilena se ne smije potrošiti do kraja.
- Boce treba čuvati od visokih i niskih temperatura
▶ Boca za Kisik (O2)


- Boce ne smiju biti izložene udarcima, jer to može izazvati eksploziju.
- Boce ne smiju biti izložene suncu i drugim izvorima topline, kao ni niskim temperaturama.
- Priključci na bocama se ne smiju podmazivati mastima, jer može doći do zapaljenja.
- Boce moraju ostati okomito, oslonjene na svoje stope i osigurane od pada.
Transport boca izvodi se kolicima:

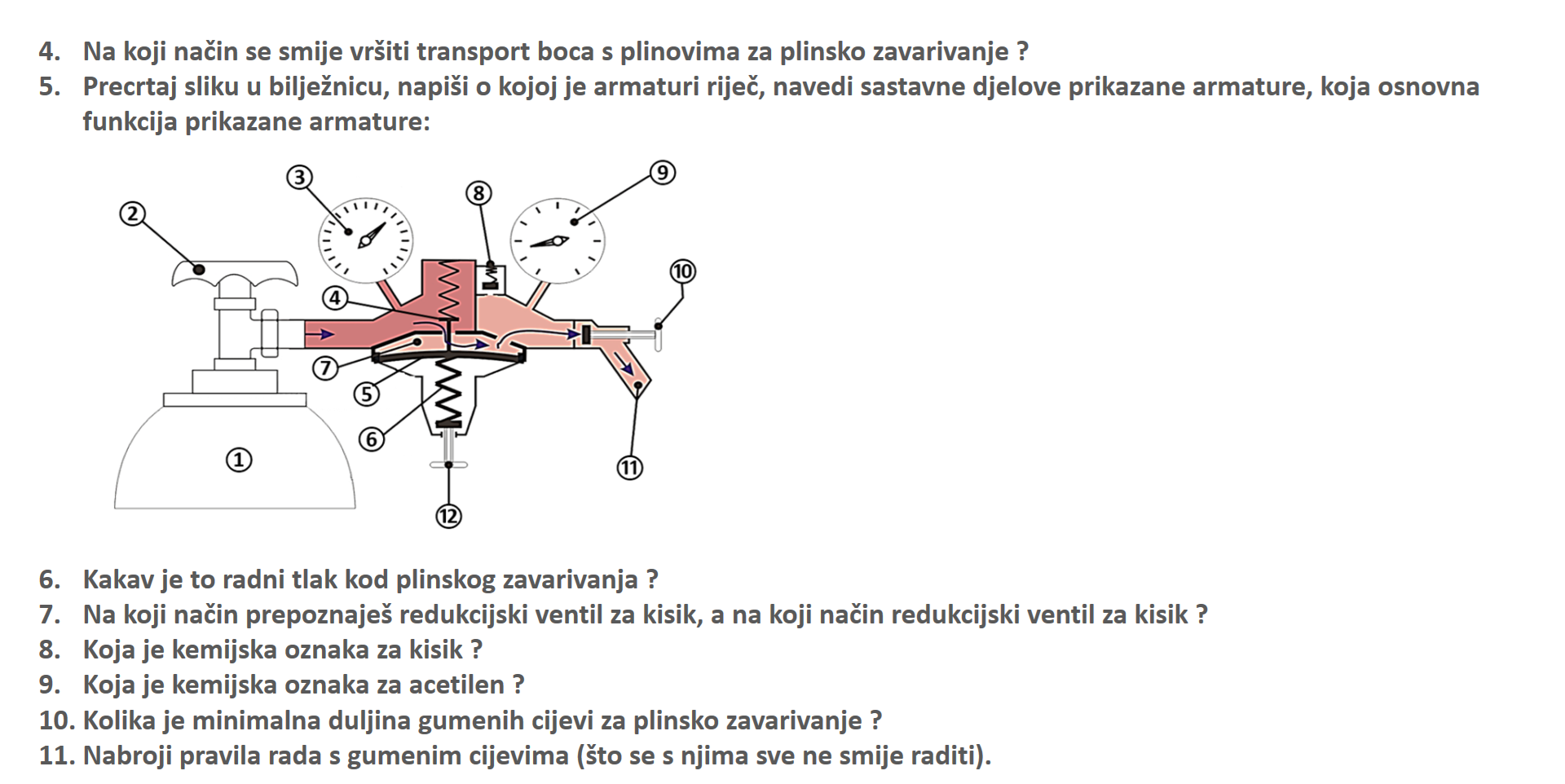
▶ Redukcijski ventil


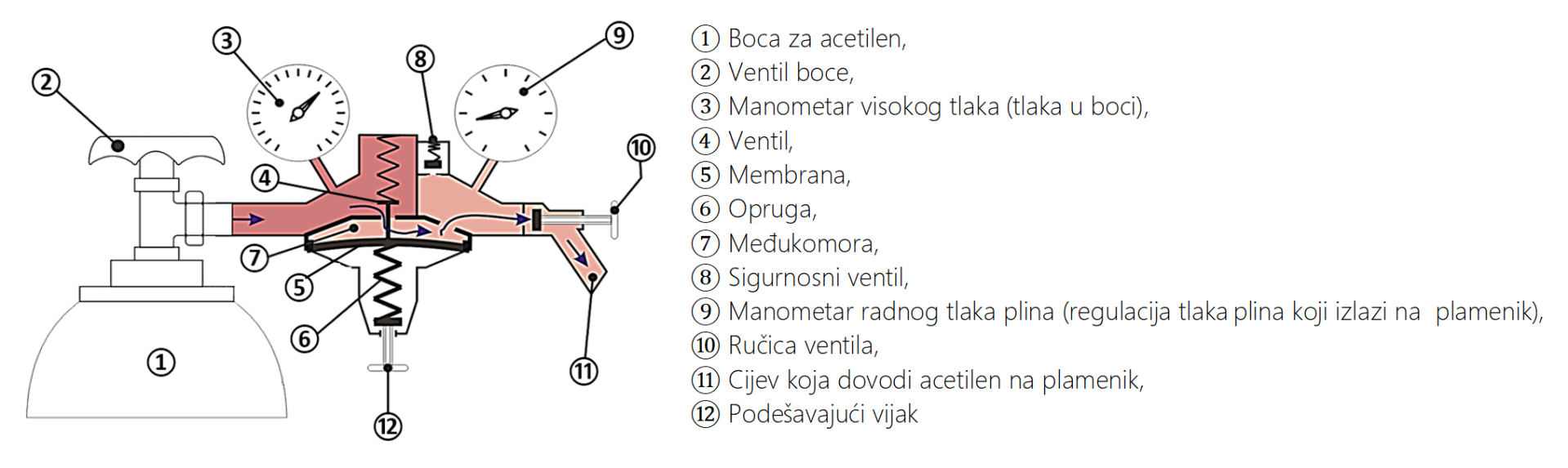
- Redukcijski ventil smanjuje visoki tlak iz boce, na potrebni radni tlak.
- Redukcijski ventil ima dva manometra, jedan mjeri tlak u boci (3), a drugi mjeri radni tlak (9).
- Radni tlak, jest tlak plina koji je dostatan za izvođenje operacije zavarivanja.
- Jedan redukcijski ventil, označen plavom bojom, montira se na bocu s O2, a ventil označen crvenom bojom montira se na bocu s C2H2.
▶ Gumene cijevi za dovođenje plina
Dužina crijeva ne smije biti manja od 3 – 5 metara, kako bi smo izbjegli savijanje (prežabljivanje).


Za acetilen se koriste crijeva crvene boje, a za kisik plave boje.
Crijeva ne smiju biti:
- prežabljena,
- pritisnuta,
- nagažena kao ni
- doći u dodir s zapaljivim materijalima,
- odnosno doći u kontakt s iskrenjem i
- odnosno doći u kontakt s zagrijanim predmetima.
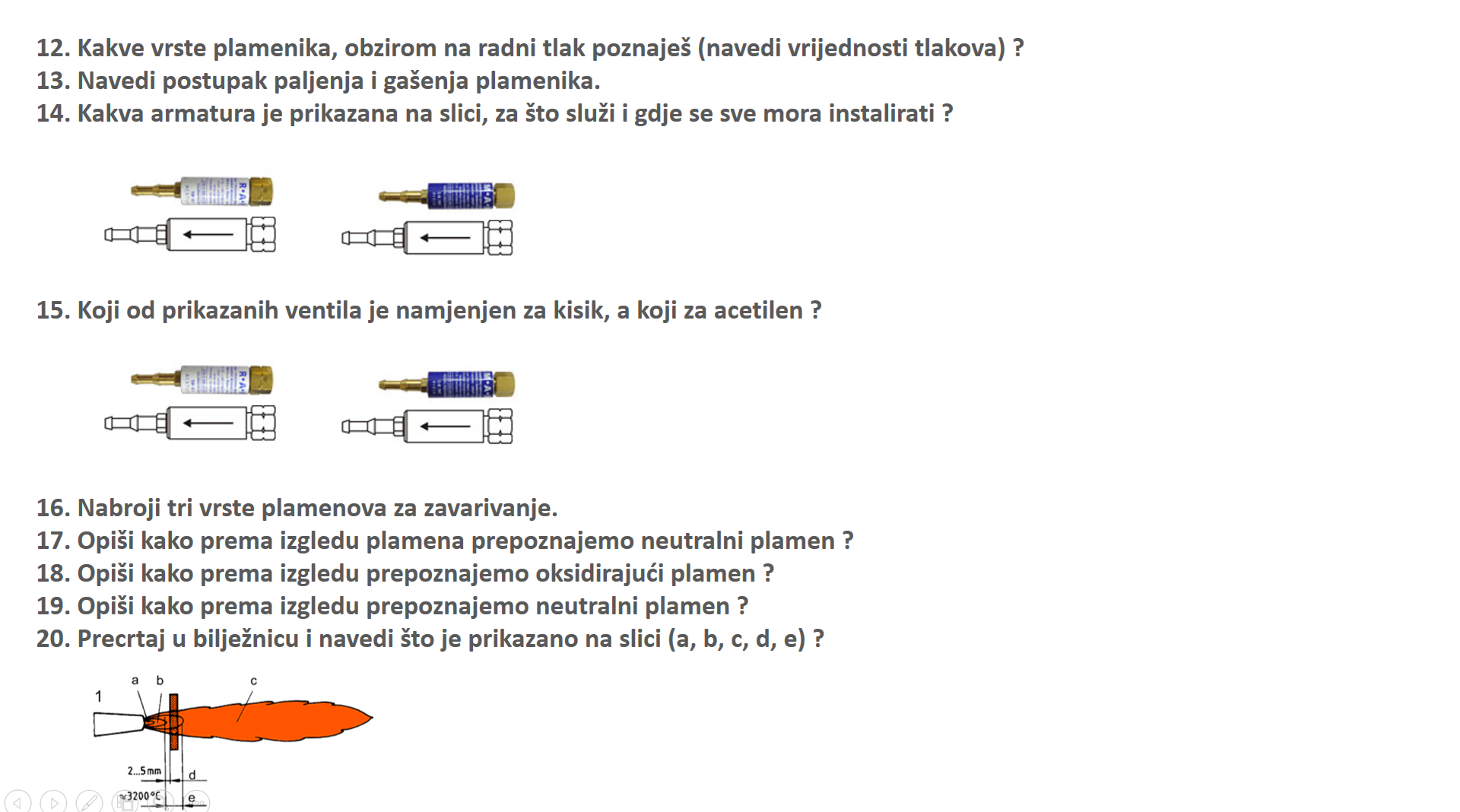
▶ Plamenici

Plamenici mogu biti:
▶ Niskotlačni (za acetilen 1 - 3 kPa, i kisik 100 - 300 kPa)
▶ Visokotlačni (za acetilen 50 - 70 kPa i kisik 100 - 300 kPa)
▶ Postupak paljenja plamenika:
▶ Postupak gašenja plamenika:
1. Otvaramo ventil za kisik,
2. Otvaramo ventil za acetilen.
1. Zatvaramo ventil za acetilen,
2. Zatvaramo ventil za kisik.
▶ Odbojnici plamena - nepovratni ventili
Ako se za zavarivanje koriste plinovi iz čeličnih boca, na njima moraju biti postavljeni uređaji za zaštitu od povratnog udara plamena. Takvi uređaji mogu biti postavljeni i na plameniku, na priključnim mjestima gumenih cijevi.


Nepovratni ventili tipa R služe za zaštitu opreme i zavarivača od povratnog udara plamena prilikom ručnog autogenog zavarivanja i rezanja acetilenom, propan butanom i ostalim gorivim plinovima.
Ventili su označeni bojama: plava - kisik, bijela (crvena) - acetilen.
1.

▶ Plamen za zavarivanje
Plamen za zavarivanje regulira se na mlaznici, pri čemu se acetilen i kisik miješaju u određenom omjeru.
Paljenjem smjese acetilena i kisika, mogu se razviti tri vrste plamena: neutralni plamen, redukcijski plamen i oksidirajući plamen:
1. Neutralni plamen:
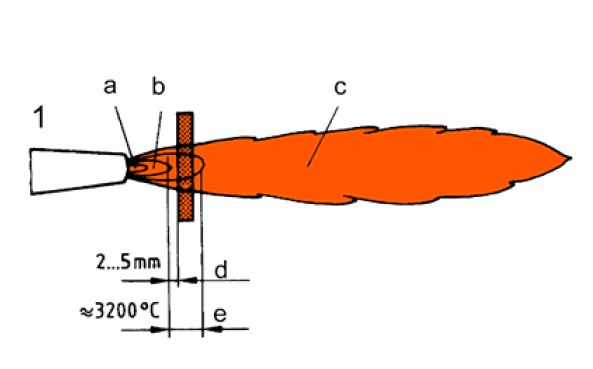

- Nastaje pri odnosu acetilena i kisika u omjeru smjese acetilena i kisika 1:1.
- jezgra plamena ima bijelu boju.
- ovim plamenom se može zavarivati: mjed i sivi lijev.
Slika prikazuje neutralni plamen: a - jezgra plamena, b - plameni konus, c - plašt plamena, d - udaljenost predmeta, e - najviša temperatura
2. Redukcijski plamen:


- Nastaje kada u gorivoj smjesi ima viška acetilena (ima tri jezgre).
- Višak acetilena razbija jezgru i daje zelenkasto - žutu boju.
- U ovom plamenu postoje čestice ugljika, koje imaju štetan utjecajna zavar - postaje tvrd.
3. Oksidirajući plamen:


- Nastaje kada u gorivoj smjesi ima viška kisika.
- Jezgra plamena postaje kraća i plavkaste boje.
- U zavar ulazi prevelika količina kisika, i zavar postaje krhak.
- Ovim plamenom možemo zavarivati mjed.
▶ Žica za zavarivanje i navarivanje

- Žice za zavarivanje i navarivanje koriste se kao dodatni materijal pri zavarivanju i navarivanju.
- Žice za zavarivanje i navarivanje moraju biti sličnih svojstava kao i materijal koji zavarujemo.
- Npr. za zavarivanje konstrukcijskog čelika, koriste se i žice od konstrukcijskog čelika promjera od 1 - 8 mm i duljine do 500 mm.
- Za zavarivanje limova debljine do 5 mm koriste se žice čiji je promjer jednak debljini lima.
- Žice i šipke za zavarivanje čelika su zbog sprječavanja korozije zaštićene bakrenim prevlakama.
- Za zavarivanje bakra koriste se žice koje imaju najmanje 98% Cu i od 0,5 - 1,5 % Sn (kositra) ili do 1,2 % Ag (srebra), a ostatak čine Ni (nikal), Si (silicij), P (fosfor) i drugi.
- Za zavarivanje mjedi i bronce, koriste se žice i šipke od legura bakra i kositra.
- Zavarivanje aluminijevih legura koriste se žice izrađene od aluminija i njegovih legura.
▶ Praškovi i paste za zavarivanje

Praškovi i paste imaju zadatak očistiti oksidni sloj sa površine koja se zavariva i spriječiti ponovnu oksidaciju za vrijeme zavarivanja.
- Meki čelici i čelični ljevovi zavaruju se bez praška.
- Specijalni čelici, lijevano željezo, bakar i njegove legure, aluminij i njegove legure zavaruju uz upotrebu praška i paste.
Izbor praška i paste za zavarivanje ovisi o vrsti materijala koji se zavaruje, a mogu se koristiti:
- boraks,
- vodeno staklo,
- borna kiselina,
- silicijev dioksid.
Paste se nanose četkom tako da se premažu bridovi pripremljenih utora i žica za zavarivanje.
2.
[ B ] Izvođenje plinskog zavarivanja
▶ Priprema spojeva
Zavareni šavovi trebaju izdržati ista naprezanja kao i ostali dijelovi zavarenog spoja. Dijelove za zavarivanje treba pripremiti i postaviti tako da između njih ostane razmak koji će ispuniti dodatni rastaljeni metal.

- tanki limova do 1 mm debljine zavaruju se bez dodatnog materijala, a površine spoja se presavijaju.
- limovi debljine do 5 mm obično se obrade samo pod pravim kutom.
- deblji limovi, pored osnovnog čeonog razmaka, pripremaju se skidanjem bridova pod određenim kutom, s jedne strani ili s obje strane u obliku slova V, X ili U ...
▶ Izbor plamenika

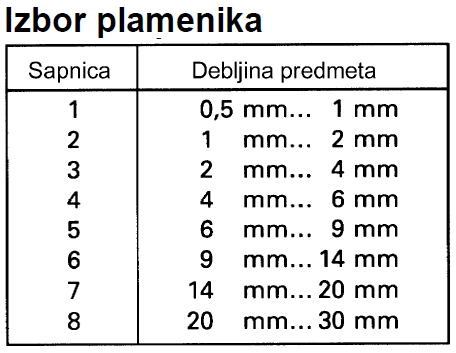
Treba koristiti sapnicu plamenika koja može propustiti smjesu plinova koja je dovoljna da rastali osnovni materijal i dodatni materijal.
U odgovarajućim tablicama mogu se pronaći podatci o srednjim vrijednostima kapaciteta plamenika, ovisno o debljini predmeta koji zavarujemo.
▶ Izbor materijala za dodavanje

Za sve materijale koji se zavaruju na tržištu postoje, i trebaju se koristiti odgovarajući dodatni materijali (šipke i žice), čiji sastav odgovara sastavu i svojstvima materijala koji zavarujemo.
U tablicama se mogu naći i podatci o promjeru žice za dodavanje u ovisno o debljini predmeta koji se zavaruje.
▶ Priprema i provjera opreme
Prije zavarivanja, potrebno je:
- Provjeriti da li u bocama ima dovoljno kisika i acetilena za predviđeni posao.
- Provjeriti ispravnost rada osigurača povratnog plamena.
- Provjeriti ispravnost elemenata instalacije (cijevi, ventile), kao da li je moguće nekontrolirano ispuštanje plina.
- Provjeriti je li radno mjesto opremljeno svim potrebnim alatom i priborom, koji je potreban prije, tijekom i poslje zavarivanja (četke, stezači, kliješta ...).
- Provjeriti opremljenost osobnim zaštitnim sredstvima (pregača, rukavice, maske, naočale).
▶ Vođenje plamenika i žice za dodavanje
- Kvaliteta zavarenog spoja u velikoj mjeri ovisi od pravilnog vođenja plamenika i žice za dodavanje.
- Treba nastojati da se plamenik vodi što mirnije i u što ravnomjernijem razmaku u odnosu na predmet, a njegovo pomjeranje treba vršiti neposredno pred postizanjem temperature taljenja.
- Položaj plamenika u odnosu predmet zavisi od debljine samog predmeta, tako da predmet dobije što veću količinu topline.
▶ Zavarivanje ulijevo
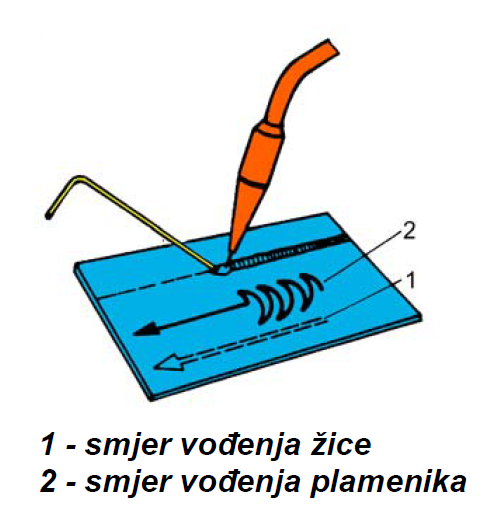
- Plamenik se povlači sa desno u lijevo (gledajući od strane zavarivača),
- Žica za dodavanje vodi se uzduž osi zavara, ispred žiška.
- Pri zavarivanju tankih limova sa prirubnim šavom ne koristi se žica za dodavanje kao dodatni materijal,
- Vođenje žice i plamenika je pravocrtno, uzduž osi zavara, ili se plamenik može i naizmjenično pomjerati na jednu i drugu stranu izvan osi šava opisujući male lukove,
- Zavarivanje ulijevo koristi se za zavarivanje čeličnih limova do 3 mm, kao i pri zavarivanju lako taljivih metala i njihovih legura, jer je kontakt zavara sa razvijenom toplinom plamenika relativno kratak, što je povoljnije za tanje limove, lako taljive metale i njihove legure.
- Nedostatak ovog postupka je u tome što se rastaljeni zavar lako razvija po žlijebu i pri tome stvara takozvane hladne zavare.
▶ Zavarivanje udesno
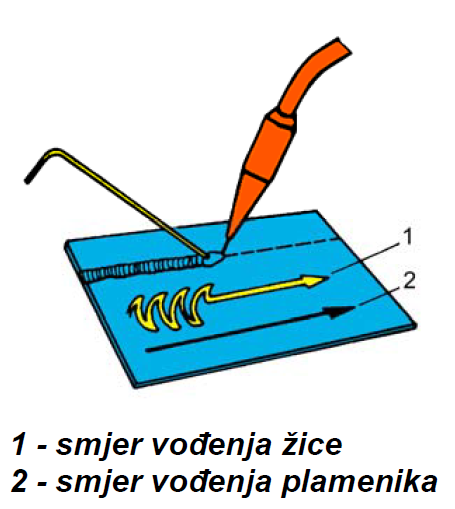
- Pri ovom zavarivanju plamenik se vodi slijeva udesno ispred žice za dodavanje (gledajući od strane zavarivača),
- Vođenje plamenika je pravocrtno, dok se žica pomjera izvan osi šava, izvodeći kružno ili polukružno gibanje.
- Plamen pri ovakvom zavarivanju obuhvaća cijelu rastaljenu masu, pa veća koncentracija topline omogućava zavarivanje većom brzinom, a duže vrijeme dodira zavara i plamena omogućava da se zavar poslije skrućivanja djelomično žari.
- Zavarivanje udesno se koristi za zavarivanje limova debljine iznad 3 mm
- Nedostatak zavarivanja udesno je što zahtjeva veće iskustvo zavarivača u pogledu uvježbanosti vođenja žice.
Video vježbe - plinsko zavarivanje:
3.


PITANJA ZA PONAVLJANJE - DOMAĆA ZADAĆA
Provjerite svoje znanje uz priložena ispitna pitanja !