Tehnologija obrade i spajanja
1. godina obrazovanja
Instalater kućnih instalacija
Lekcija 9.

2.2. Spajanje lemljenjem

a) Lemljenje
Lemljenje je spajanje dvaju metala s pomoću dodatnog materijala lema, čija je točka tališta manja od točke tališta materijala koji spajamo.
Lemljenje može biti meko, tvrdo ili visokotemperaturno ovisno o temperaturi tališta lema.
Kod mekog lemljenja temperatura tališta lema je niža od 450 °C, dok je kod tvrdog lemljenja temperatura tališta legure lema viša od 450 °C - 900 °C.
Lemljenje na temperaturama preko 900 °C, nazivamo visokotemperaturnim lemljenjem.
Izvori topline za taljenje dodatnog materijala (lema) ovise o vrsti postupka lemljenja (meko ili tvrdo) i materijala kojeg lemimo.
Kod mekog lemljenja toplinu dobivamo preko električne lemilice ili plinskog plamena od plinske lemilice.
Kod tvrdog lemljenja u većini slučajeva se koriste plamenici za plinsko zavarivanje (acetilen – kisik). U prodaji se može pronaći set za izvođenje postupka tvrdog lemljenja, jedan od poznatijih proizvođača jest "Rothenberg".
Prema obliku spoja, lemljenje dijelimo na:
- šavno,
- kapilarno i
- polemljivanjem površina
Šavno lemljenje se izvodi kao i kod zavarivanja u pripremljene šavove, i izvodi se kao tvrdo lemljenje. Šav je "V" - oblika koji se popunjava rastaljenim lemom. Ova vrsta lemljenja se rijetko upotrebljava.

Meko lemljenje plamenikom, i električnom lemilicom za cijevi.


Oprema za plinsko zavarivanje i tvrdo lemljenje (acetilen – kisik), s zaštitnim naočalama upaljačem i različitim mlaznicama.

Tvrdo lemljenje u pripremljeni V-šav
gdje se koristi kao dodatni materijal brončana šipka

Razlika između lemljenih pločica (lijevo) i plinski zavarenih pločica desno.
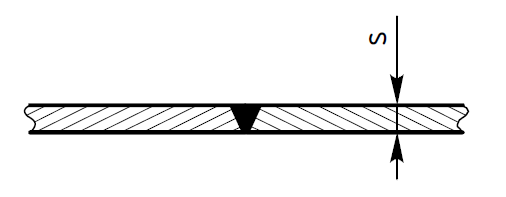
Izgled "V" - šava kod šavnog lemljenja
Kapilarno lemljenje se izvodi tako da se koristi kapilarni efekt taline lema. U tom su slučaju adhezijske sile između rastaljenog lema i osnovnog materijala veće nego kohezijske sile u samom rastaljenom lemu pa lem biva kapilarno uvučen (usisan) u uske raspore između dijelova koji se leme. Ovakav način lemljenja se koristi za meko lemljenje bakrenih spojnica i bakrenih cijevi.

Izgled kapilarnog lema, uvučenog između razmaka spojnih površina

Za postizanje efekta kapilaznog ususavanja, zazor između spojnih površina ne smije biti veći od 0.5 mm, ako je zazor veći od 0.5 mm, tada govorimo o gravitacijskom lemljenju, a ne kapilarnom.
Polemljivanje je postupak presvlačenja pretežno metalnih površina materijalom lema u svrhu poboljšavanja svojstava površine općenito, pa ne predstavlja postupak spajanja.

Lem za spajanje bakrenih cijevi, bez legure olova.

1.

b) Alat, pribor i materijal
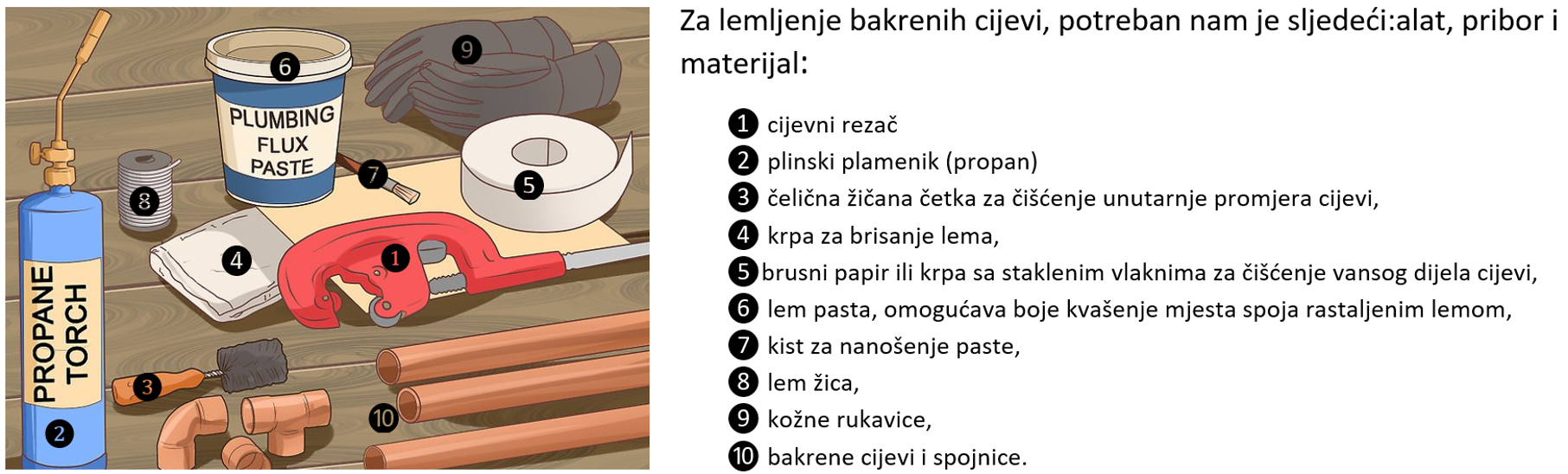
Bakrene cijevi i spojnice

Vrste bakrenih cijevi obzirom na debljinu stijenke s, mm.

Cijev u presjeku Dv = 2s+Du, bakrena cijev se označava
Cu Dv x s
Bakrena cijev tip L – je cijev veće debljine stijenke, a se koristi tamo gdje je potrebna veća čvrstoća cijevne mreže (nadžbukna cijevna mreža).
Bakrena cijev tip M, je cijev tanje stijenke koja se koristi za podžbukne cijevne razvode (ne zahtjev a se velika čvrstoća razvoda, jer se razvod nalazi u zidu koji zapravo štiti cijevi).
Oznaka za bakrenu cijev uvijek se odnosi na:
Cu - materijal (Copper - bakar),
Dv - vanjski promjer cijevi,
s - debljina stijenke.
Dakle oznaka Cu 18 x 0.8 znači: "Bakrena cijev, vanjskog promjera 18 mm i debljine stjenke 0.8 mm.
Bakrene cijevi se spajaju različitim spojnicama. Nerastavljivi spoj bakrenih cijevi, može se ovisno o vrsti spojnice spojiti postupkom lemljenja ili postupkom prešanja, a razlika između spojnica je jasno vidljiva na slici:

Bakrene spojnice za postupak spajanja lemljenjem:
Za razliku od bakrenih cijevi, kod oznaka spojnica se koristi unutarnji promjer spojnice, pa tako na primjer, ispada da za cijev Cu 18 x 0.8, moramo naručiti koljeno Cu 18/90°. U praksi ćete se susretati često sa različitim bakrenim spojnicama:

Koljeno Cu du/90°
Funkcija: promjena smjera strujanja tekućine pod kutom od 90°.

Koljeno Cu du/45°
Funkcija: promjena smjera strujanja tekućine pod kutom od 40°.

Koljeno Cu du/180°
Funkcija: promjena smjera strujanja tekućine pod kutom od 180°.

Obilazni luka Cu du (u/v)
Funkcija: obilazak oko neke druge cijevi, koja može biti ugrađena okomito ili vertikalno.

Koljeno Cu du/90° (u/v)
Funkcija: promjena smjera strujanja tekućine pod kutom od 90°. Izvedba s jednim ženskim, a drugim muškim krajem.

Koljeno Cu du/45° (u/v)
Funkcija: promjena smjera strujanja tekućine pod kutom od 45°. Izvedba s jednim ženskim, a drugim muškim krajem.
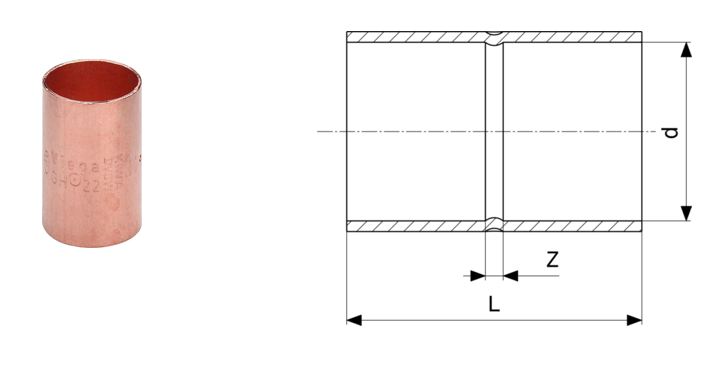
Ravna spojnica „Nipel“ Cu du
Funkcija: služi za produljivanje cijevi.

T – spojnica Cu du/du/du
Ako unutarnji promjeri (du) nisu jednake veličine (npr. 18/22/22), ta T-spojnica ima redukcijske osobine.
Funkcija: grananje tekućine (medija) u cijevnom razvodu.
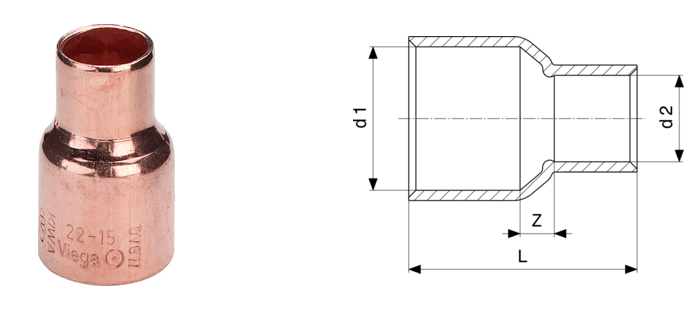
Redukcijska spojnica Cu du1/du2
Funkcija: za produživanje cijevi većeg promjera na cijev manjeg promjera.

T – spojnica prelazna Cu du/Rd/du
Funkcija: grananje tekućine (medija) u cijevnom razvodu, uz mogućnost prelaza na drugu vrstu materijala.
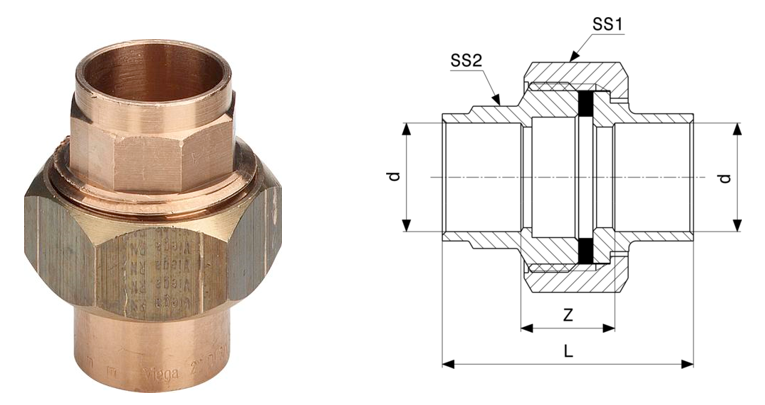
Holender matica Cu du - Rd
Funkcija: ovaj spoj omogućava rastavljivost cijevnog sklopa i/ili omogućava navojno spajanja dvaju cijevi raznorodnih materijala.

Bakreni čep Cu du (u)
Funkcija: omogućava začepljenje krajnjeg dijela ili završetka instalacije.
2.
c) Izvođenje lemljenja bakrenih cijevi
1. Priprema cijevi

Rezač za bakrene cijevi.
Rezanje cijevi.
Skidanje srhova.
Čišćenje spojnih površina
Materijal koji želimo spajati prvo moramo pripremiti:
- prema zadanom crtežu cijevnog sklopa, odrediti potrebnu duljinu cijevi,
- izrezati cijevi na potrebnu duljinu (LA, LB ... ), koristeći rezač za bakrene cijevi,
- skinuti oštre bridove cijevi koji su nastali kao posljedica rezanja,
- očistiti vanjske rubove cijevi i unutarnje rubove cijevnih spojnica (odmastiti), koristeći brusni papir ili krpu sa staklenim vlaknima.
2. Priprema cijevi

Jednostavni cijevni sklop za dimenzioniranje.
Prije rezanja cijevi, cijevnim rezačem prema zadanom crtežu, potrebno je označiti mjesto rezanja cijevi, tj. cijev odrezati na potrebnu mjeru.

Primjer zadatka, cijevnog sklopa za dimenzioniranje.
Prvo ćemo na svim spojnicama koje se koriste u cijevnom sklopu odrediti karakteristike spojnice. Karakteristika spojnice je dužina (z, mm), za koju je potrebno skratiti cijev (La, mm), kako bismo zadovoljili konstrukcijsku zadanu mjeru (180 mm).
Na spojnici je potrebno pomičnim mjerilom izmjeriti mjere, kako je prikazano na slici dolje:

Slika prikazuje spojnice koje se koriste u za izradu zadanog cjevnog sklopa, na kojima su prikazane sve mjere koje smo izmjerili pomičnim mjerilom, a ono što treba izračunati je karakteristika spojnice označena slovom z.


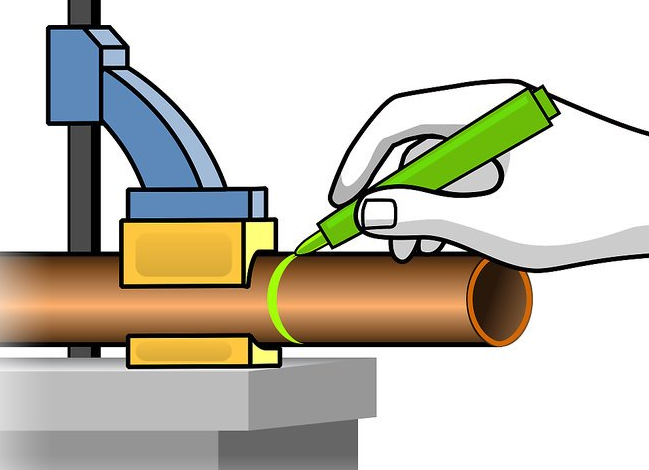
Označavanje mjesta rezanja.

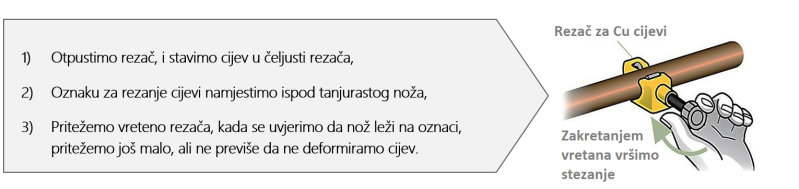
Rezač za rezanje cijevi
Nakon izračuna potrebne duljine cijevi, potrebno je markerom ili crtaćom iglom zabilježiti mjesto na kojem vršimo rezanje cijevi. Za rezanje cijevi uputno je koristiti specijalizirani alat za rezanje cijevi
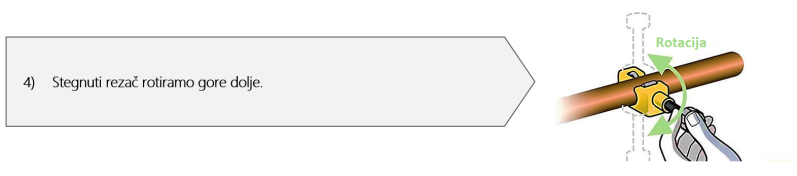
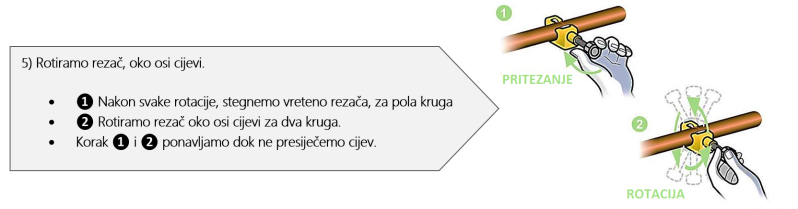
2. Postupak rezanja cijevi
Postupak rezanja je jednostavan i opisan na ovim slikama:
3. Čišćenje spojnih površina

Nakon rezanja cijevi, potrebno je sve površine koje će biti u spoju, očistiti tj. odmastiti.
Čišćenje vanjskih promjera možemo vršiti finim brusnim papirom (a), ili tkaninom za čišćenje bakra (b). Unutarnje promjere fitinga, možemo čistiti žičanom četkom (c).
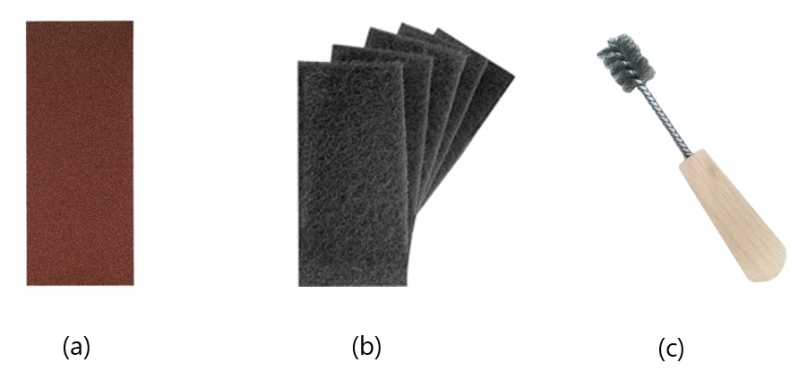
Dakle u našem slučaju potrebno je dobro očistiti vanjski promjer cijevi i unutarnji promjer spojnice.
4. Premazivanje spojnih površina tinol pastom
Ako su sve spojne površine čiste i cijevi odgovaraju spojnicama, cijevi možemo premazati s pastom za lemljenje (tinol pastom).
Kistom je potrebno namazati sve prethodno očišćene spojne površine.
Sa pastom ne treba pretjerivati, maže se tanak sloj paste, koja će pomoći da se lem kapilarnim djelovanjem lakše uvuče u prazan prostor između spojnice i cijevi.


Premazivanje svih površina koje će biti u spoju (unutarnju površinu spojnice i vanjsku površinu cijevi)

Sastavljanje budućeg spoja, prije početka zagrijavanja.
Neke paste dostupne na tržištu:

Pasta za meko lemljenje Würth Br.30

Pasta za meko lemljenje Fittingötpaste.

Pasta u tubi za meko lemljenje Amasan.
Na slici lijevo, je vidljivo je kako pasta za lemljenje omogućava lijepo i ravnomjerno razlijevanje rastaljenog lema, što poboljšava kapilarni učinak.
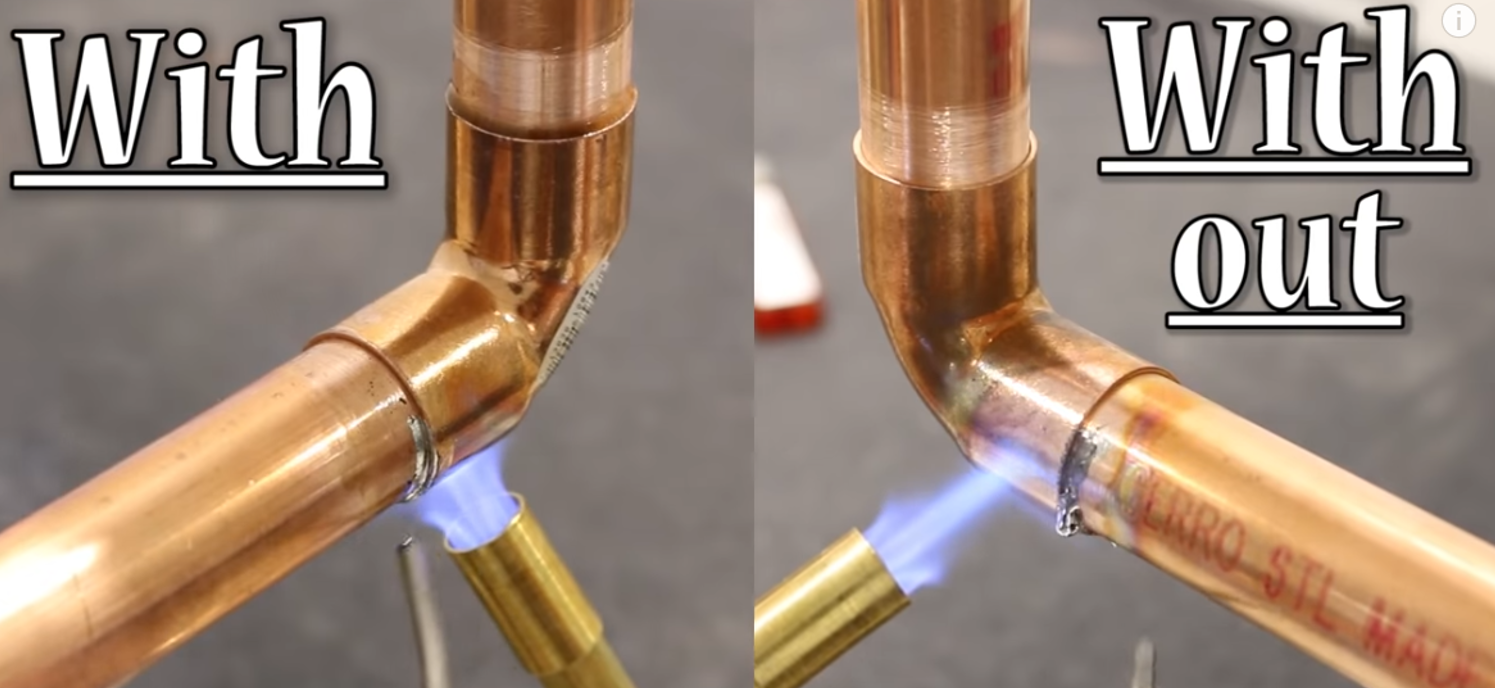
Slika prikazuje lemljenje sa pastom (lijevo) i lemljenje bez paste (desno).
5. Zagrijavanje mjesta spoja

Prije paljenja plamenika, osigurati siguran prostor oko mjesta zavarivanja, uklanjanjem svih zapaljivih predmeta, kako ne bismo uzrokovali požar. Imati na umu da plamenik proizvodi vrlo visoke temperature, koja se prenosi na elemente cijevnog sklopa, te je moguće zadobiti opekline ako sklop diramo rukama bez rukavica.
Spojnicu i cijevi je potrebno spojiti, u položaj kakav je zadan u tehničkoj dokumentaciji. Dakle kada smo cijevni sklop pritegnuli u ručnu stegu, i namjestili sklop u položaj kakav diktira tehnička dokumentacija, možemo početi s zagrijavanjem.

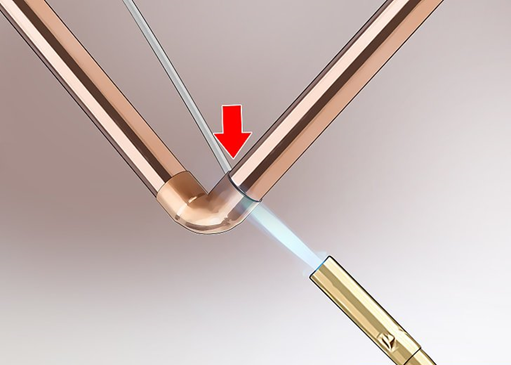
Zagrijavanje spoja prije lemljenja.
Potrebno je na plameniku otvoriti ventil za plin, te upaljačem zapaliti plamen.
Prilikom zagrijavanja dolazi do širenja materijala. Ako budemo zagrijavali prvo spojnicu, može se dogoditi da cijev iz spojnice ispadne, jer se u tom slučaju, uslijed djelovanja topline spojnica širi brže nego cijev što joj povećava promjer.
Iz tog razloga savjet je da se uvijek prvo treba grijati veće komade cijevnog sklopa, u ovome slučaju cijev.
- RUKOVANJE PLINSKIM PLAMENIKOM
a) Osnovni dijelovi plamenika:

b) Montaža nove kartuše:


c) Paljenje plamenika:



Nakon paljenja plamenika, plamenikom grijemo mjesto spoja, dok ne primijetimo „ključanje“ tinol paste.
Prilikom grijanja mjesta spoja moramo voditi računa da golim rukama ne diramo mjesta u blizini mjesta ugrijavanja. U tu svrhu potrebno je nositi kožne rukavice.
Također moramo uvijek biti svjesni smjera usmjeravanja plamena, jer neopreznim usmjeravanjem plamena možemo uzrokovati požar.
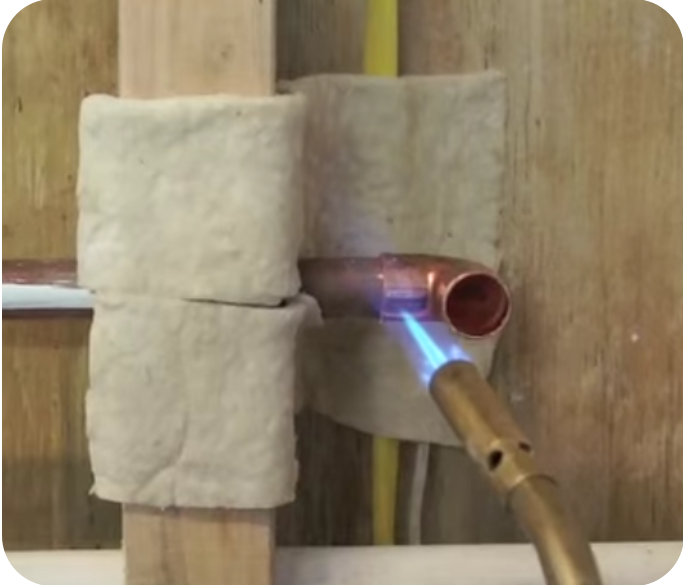
U slučaju da lemljenje vršimo u blizini zapaljivog predmeta, npr. drveta potrebno je mjesto izolirati posebnim izolacijskim materijalom.
6. Dodavanje lem žice
Dodavanje lema.

Lem žica.
- Razmotati komad lem žice, i držati ga u desnoj ruci, dok lijevom rukom uz pomoć plamenika vršimo zagrijavanje.
- Upaljenim plamenikom, zagrijavati spojno mjesto, najviše cijev, kako zbog ekspanzije materijala spojnice ne bi ispala.
- Kada primijetite da pasta počima ključati, spojno mjesto je doseglo temperaturu potrebnu za lemljenje.
- Sa stražnje strane cijevnog sklopa, lem žicom dotaknuti spojno mjesto. Lem će se razliti i kapilarnim djelovanjem ući u zazor između cijevi i spojnice.
- Kako bismo bili sigurni da će sve eventualne rupice u spoju biti zatvorene, dok je spoj još vruć, vrhom lem žice uz kružno gibanje nanijeti lem po obodu spoja.

PITANJA ZA PONAVLJANJE - DOMAĆA ZADAĆA
Prepišite pitanja i bilježnicu i odgovorite na njih.











